Технология производства
Несмотря на приемлемую стоимость пеноблоков от производителя, интересным и доходным считается их изготовление своими руками. Правда, для этого потребуется обустроить мини-завод по производству пеноблоков.
Производственный процесс проводится, как правило, двумя способами:
- Классический – по рецепту готовится цементная масса. В нее с помощью парогенераторного устройства подают пену, вес тщательно перемешивают и разливают по формовочным кассетам.
- Автоклавный – необходимые компоненты перемешиваются в специальном смесителе при создании нужного давления. Смесь через сопло выдавливают в формы. Как правило, такая технология изготовления пеноблоков применяется для полномасштабного производственного процесса.
Для приготовления пенобетона применяется портландцемент, марка которого начинается от М 400. Так же используется просеянный и промытый песок и пенообразователь. Технология производства пенобетона подразумевает применение добавок, которые ускоряют схватывание, улучшают структуру материала. Песок используется мелкофракционный, потому что осевшие крупные частицы снизят качество готовой продукции.
Известна еще одна технология – смешивание компонентов в сухом виде и последующая минерализация. Процесс сложный, главным образом применяется в заводских условиях.
Технология производства керамзитобетонных блоков
Для формирования блоков используется многоразовая опалубка, специально сконструированная с учётом механизированной распалубки. Изначально стенки опалубки изнутри покрывают слоем эмульсола, необходимого для качественного «отхода» готового элемента.

Многоразовая опалубка.
Далее опалубку «заряжают» – в качестве днища к ней монтируют готовый декоративный элемент наружной отделки, изготовленный из тяжёлого бетона.

Опалубка «прямого» блока подготовленная для «зарядки».
Затем опалубку устанавливают на механические кантователи, транспортирующие её под смесительно-раздаточный узел.
Здесь происходит засыпка и трамбовка в опалубке керамзита, подаваемого в приёмный ковш транспортёрной лентой со склада хранения, где распаковка биг-бэгов автоматизирована. По отдельным каналам в смесительный узел поступает цемент, вода и пластификаторы.
Готовая бетонная смесь заливается в опалубку с керамзитом и после вибрирования и доливки бетона, опалубка отправляется на площадку первичного твердения (3-4 часа).
После формирования блоков опалубка раскрывается механическим способом, и готовые блоки укладываются на поддоны без участия человека.
Прямые блоки 400*200*200 (предназначены для обустройства вентиляционных каналов, стыковки с внутренними стенами и для сооружения заборов) и 600*400*200 (конструкции ограждающих стен) укладываются на поддоны 1200*800 мм в объёме 1,24 куб. метра.
Угловые блоки 598*598*198, 598*400*198 и 400*400*190 размещаются на поддонах 1200*1200 мм в объёме 1,28 куб. метра.
Так как керамзитобетонные блоки реализуются в кубах, такой способ укладки облегчает ведение бухгалтерского и складского учёта.
Готовая продукция транспортируется (карой или роклой) в камеру термического хранения на 12-16 часов, где происходит дальнейшее формирование блоков.
Затем КББ оборачивают термоусадочной плёнкой с пяти сторон (кроме низа) и отправляют на складскую площадку на срок не менее чем 20 дней для окончательного формирования. После этого КББ готов к транспортировке на стройплощадку, где завершится его полное созревание (28 дней).
Находясь в плотно обёрнутой плёнке, блоки медленно теряют влагу, что благоприятствует качественному формированию бетонного связующего камня.

Хранение блоков на складе под термоплёнкой.
Этапы производства
Газобетон бывает двух видов — автоклавный или неавтоклавный. Последний вариант стоит дешевле, хотя полученный материал и отличается более низкой прочностью. Тем не менее из-за того, что себестоимость его изготовления ниже (не нужно покупать автоклав, содержать его, платить дополнительно за энергию), он является довольно популярным вариантом, поэтому его стоит рассмотреть подробнее. Если предприниматель намерен выпускать неавтоклавный газобетон, технология производства для него должна сводиться к следующим основным этапам:
- Точная дозировка всех описанных выше компонентов, а затем тщательное их перемешивание. При наличии соответствующего оборудования этот этап отнимает не более 10 минут.
- Подготовленную массу с помощью специального оборудования выгружают в специальные формы (их заполняют только наполовину, поскольку смесь будет увеличиваться в объеме в процессе газообразования). Этот процесс будет протекать в течение 4-х часов. За это время смесь заполняет отведенный ей в форме объем, а иногда даже его ей бывает мало. Тогда через 2 часа излишки можно будет убрать.
- Процесс выдержки изделий занимает около 16 часов, и по истечении этого срока происходит их распалубка и перегрузка на поддоны, где они будут набирать так называемую отпускную прочность. Этот этап отнимает еще 2-3 дня. После этого изделия можно отправлять на склад, но продавать их еще рано, поскольку свою марочную прочность они наберут только на 28-е сутки.
Изготовление газобетонных блоков с применением автоклава на первых этапах практически ничем не отличается от описанной выше технологии. Сначала нужно отмерить необходимое количество всех компонентов (желательно, чтобы это было сделано с помощью дозаторов, это поможет повысить точность). Затем всю эту массу загружают в смеситель и тщательно перемешивают. Иногда специалисты для этих целей предлагают использовать бетономешалку. Затем вводят газообразователь — это происходит через 10-15 минут перемешивания исходных ингредиентов. Алюминиевый порошок в любом случае вступает в реакцию с раствором, для этого ему не нужно автоклавирование.
Полуфабрикат разливают по формам, выдерживают положенные 4-6 часов, после чего производится нарезка газоблоков. До набора прочности они должны полежать еще 10-18 часов.
Но самое важное — знать, как делают автоклавирование после всех описанных выше процедур. Сформированные блоки перегружают в специальную печь, в герметичную камеру, где при высокой температуре каждый блок обрабатывают насыщенным водяным паром
Давление при этом также должно быть высоким — до 12 кг/см².
Неавтоклавный бетон сушат в естественных условиях, но для автоклавных изделий этого не нужно. Тем не менее и их нужно держать около 28-30 суток на складе, где они будут набирать марочную прочность.
Мало знать, как делать газобетон, нужно еще суметь доставить его потребителю. Для этого газоблоки пакуют в специальную термоусадочную пленку и транспортируют на деревянных поддонах.
Необходимые документы для производства строительных блоков
Согласно примерным подсчетам, затраты на изготовление материалов для несущих конструкций составляют порядка 500 000 рублей. На уже готовом производстве керамзитный блок получается очень дешевым. Вместе с тем, одних вложений оказывается недостаточно. При открытии бизнеса необходимо учитывать целый ряд юридических вопросов, в числе которых — выбор статуса будущего предприятия.
Работа в теневом бизнесе может и принесет ожидаемый результат, но число клиентов будет минимальным. К тому же, незаконным предприятием могут заинтересоваться надзорные органы. Поэтому бизнес-план по производству теплоблоков должен включать четкую концепцию развития с учетом правильного оформления в соответствии с действующим законодательством РФ.
Перед началом бизнеса нужно оформить соответствующие документы
Учитывая скромные обороты на стадии развития предприятия, можно сделать выбор в пользу регистрации в качестве ИП. Это минимальные затраты на открытие, оформление и содержание административных и рабочих ресурсов. Из двух видов упрощенной системы налогообложения оптимальной будет «Доходы минус расходы», облагаемые по ставке 15%. Учитывая то, что сам бизнес-план на производство стеновых блоков обойдется бесплатно, юридическое оформление в целом потребует порядка 10 000 рублей.
Что понадобится:
- Заявление на регистрацию в качестве индивидуального предпринимателя. При отсутствии времени можно направить заявку с приложениями по почте;
- Оплатить государственную пошлину за открытие бизнеса (800 рублей);
- Выбрать код экономической деятельности, соответствующий направлению бизнеса. В числе ОКВЭД, которые будет содержать бизнес-план производства арболитовых блоков, следует указать группу 23.61 и ее подвиды;
- Если деятельность планируется развивать на заемные средства, следует позаботиться об оформлении бизнес-плана, так как его необходимо будет представить вместе с заявлением на получение кредита;
- Договор об аренде или документ, подтверждающий владение недвижимостью.
Виды блоков
- Шлакоблок – в качестве наполнителя для блоков используется шлак. Такие блоки огнеустойчивы и устойчивы к низкой температуре.
- Опилкобетон – удобны при укладке. Очень просты в применении имеют легкий вес.
- Блоки с использованием гравия – имеют большой вес, трудны в укладке
- Блоки керамезитные – обладают отличными теплоизолирующими свойствами. Имеют легкий вес и хорошую крепость.
- Блоки, содержащие древесные опилки камень и различные отходы.
Чтобы ускорить процесс производства необходимо изготовлять несколько форм. Для изготовления блоков необходимо:
- Подготовить формы для изготовления блоков
- Установить на гладкую ровную поверхность ( металлический или прорезиненный лист )
- Приготовить раствор с необходимым наполнителем
- Смачивать форму водой либо машинным маслом ( для легкого извлечения)
- Накладывается раствор в подготовленную форму
- Необходимо включить виброплатформу на 2-4 минуты для уплотнения раствора и выхода лишнего воздуха и воды.
- Необходимо шпателем выровнять поверхность блока
- Переместить форму в место сушки .для этого можно использовать открутую площадь с навесом
- Через минут 30-40 снять формы с готовых блоков.
- Оставить блоки на 2-3 суток в месте сушки. После переместить в сухое место на 20-25 дней. По истечении этого срока блоки готовы к использованию.
Изготовление керамезированных блоков
Керамизированые блоки – это блоки, состоящие из наполнителя керамзит.
Для изготовления раствора необходимо:
- 1 часть цемента
- Пять частей наполнителя керамзит
- Песок просеянный – 3 части
- 1 часть вода
Необходимо замешать раствор и изготовить блоки по следующей инструкции:
- В смазанные формы накладывается раствор
- Утрамбовывается
- Через 15-20 минут снять формы
- Оставить изделие на ровной поверхности. По истечении 12-13 часов переносятся в любое место защищённое от дождя .
- Через 20 дней блоки готовы к строительству.
Преимущества такого вида строительного материала:
- Блоки имеют маленький вес
- Устойчивы к низким температурам
- Влагоустойчивы
- Высокая прочность
- Невысокая себестоимость
Изготовление блоков из бетона
Процесс изготовления блоков из бетона можно разделить на несколько последовательных этапа:
- Подготовка форм для изготовления блоков. Вначале формы следует смочить водой , это предотвратит налипание на внутренних стенках раствора
- Заполнить формы раствором и установит на вибрационную платформу , для усадки раствора на несколько минут
- После того как раствор закрепнет можно снимать формы
Изделия необходимо сушить на ровном основании из резины это предотвратит повреждения блоков.
Ингредиенты раствора:
- Цемент -1 часть
- Песок – 4 часть
- Гравий мелкий – 4 часть
- Известь – 4 часть
- Вода – до получения средней густоты
Бетонные блоки получают свою прочность по истечении 28 дней.
Изготовление опилкобетоных блоков
Перед приготовлением блоков необходимо материалы:
- Цемент
- Песок мелкой фракции
- Известь не гашенная
- Опилки
Для приготовления раствора необходимо:
- Просеять опилки
- Смешать цемент, песок и известь
- Добавить опилки и снова перемешать
- Добавить воду до средней густоты
- Добавить хлорид кальция для улучшения клейкости компонентов
Изготовление блоков:
- Форму необходимо выстелить полиэтиленовой пленкой
- Наложить раствор
- Утрамбовать любым удобным способом
- Оставить формы для застывания на 4-6 дней
- Достать из форм и сушить еще два месяца
https://youtube.com/watch?v=_R4X05kWMnA









Изготовление саманных блоков
Для изготовления саманных блоков для строения необходимо:
- Глина красная
- Солома
- Речной песок
- Вода.
Точного соотношения нет, обычно раствор оценивается визуально. Самый оптимальный вариант:
- Глина – 1 куб.м
- Солома – 20 кг.
- Песок – 25-30 %
Для проверки готовности раствора необходимо взять горсть раствора сформировать шар и оставить на солнце на 1-2 часа. После чего бросить шар на землю, если он не расколется раствор готов. Если потрескается или развалится необходимо уменьшить процент воды и песка.
Для изготовления блоков следует выполнить такие действия:
- Приготовить солнечную ровную площадку
- Сделать раствор
- Заполнить формы раствором
- Уплотнить
- Убрать шпателем лишний раствор
- Через 20-30- минут формы следует снять
Блоки сохнут 10 -15 дней. Главное условие не допускать попадания воды. Какой бы метод изготовления блоков не был выбран, в любом случае себестоимость изготовления таких строительных материалов будет ниже, чем приобретение готовых изделий. Блоки самостоятельного изготовления выходят намного экологичнее и есть выбор необходимых размеров.
Зачем делать строительные блоки?
Поэтому они мало применяются в малом и среднем строительстве, как в крупных городах, так и в малых поселках.
Наиболее доступным строительным материалом остается так называемый шлакоблок и кирпич.
А вот пустотные строительные блоки удобны и доступны большинству частным застройщикам.
Почему?
Да потому, что благодаря своим свойствам:
– из них просто построить малоэтажное (2-3 этажа) строение (гараж, дом, дачу, хозблок, мастерскую и т.п.) даже не прибегая к услугам каменщика. (1 блок = 3-4 кирпича);
– стены из шлакоблоков звуко- и тепло- не проницаемы;
– цена шлакоблока ниже цен на кирпич, пеноблок и других строительных материалов из-за дешевизны и доступности его компонентов (см. ниже);
– только шлакоблок можно изготавливать самому. Еще саман (глиняно-соломенный кирпич) тоже можно делать самостоятельно.
Так как же производить шлакоблоки самому?
2 Сфера применения керамзитобетона
Подбор керамзитобетонных блоков важен в зависимости о того, в какой сфере они будут использованы.
Полнотелые или монолитные блоки применяют для формирования фундамента, при возведении несущих стен, пола.
Пустотелые блоки чаще всего используют для строительства нежилых помещений или малоэтажных строек. Теплоизоляционные свойства такого материала позволяют сделать материал очень востребованным.

Строительство дома из керамзитобетонных блоков
2.1 Преимущества керамзитобетона
Основные преимущества керамзитобетона: простота и удобство транспортировки компонентов для производства и готовых блоков своими руками. Материал устойчив к изменениям температуры, в течение многих лет сохраняет свои свойства.
Кроме того, керамзитобетон не подвержен коррозии, воздействию вредных веществ, неблагоприятных погодных условий.
Для холодных регионов керамзитобетон — настоящее спасение. Если сравнивать его расход с расходом цемента при возведении дома, то показатели расхода будут в 2 раза меньше. Такое свойства, как удерживание тепла, позволяет в значительной мере сэкономить на утеплителях.
Керамзитобетон — материал с прекрасной изоляцией. При промышленном производстве применяется специальная технология закупоривания отверстий, благодаря чему можно добиться такого эффекта. Внутрь блоков или на поверхность при укладке не попадает излишняя влага, то предотвращает появление в здании из керамзитобетона плесени и грибка.

Сравнительные показатели сопротивления теплопередачи различных строительных материалов
Несмотря на то, что основная сфера применения керамзибетона — это возведение стен, существует еще несколько сфер применения этого материала. Например, изготовление каминов, укладка пола.
Как уже было отмечено ранее, такой материал прекрасно проводит и удерживает тепло. Что еще нужно для камина? Плотный керамзитобетон не будет горячим снаружи, что делает камин безопасным при его эксплуатации. А внутри, соответственно, он нагреется достаточно быстро, а накопленное тепло сохранит на продолжительное время.
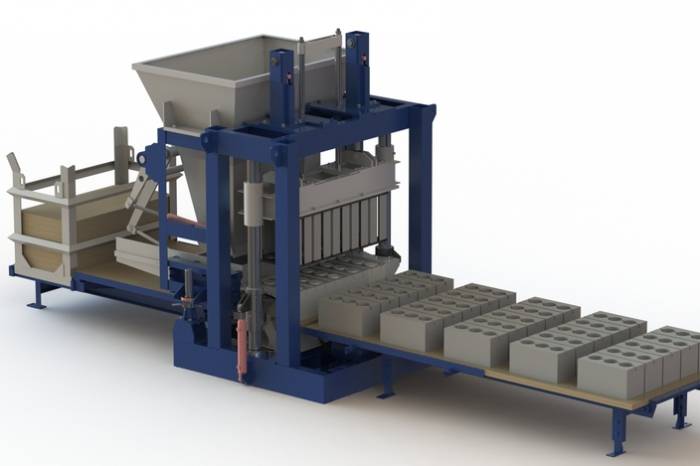
Технология изготовления керамзитобетонных блоков+ Видео как делают
Сырье и состав
Исходным сырьём для производства керамзитобетонных блоков служат экологически чистые материалы природного происхождения либо изготовленные на основе последних: кварцевый песок, керамзит, цемент и вода. Смесь из вышеперечисленных компонентов в процентном соотношении по массе должна быть примерно такой:
- керамзит — 60%;
- песок — 30%;
- цемент — 10%;
- вода — 8 %;
- различные добавки — 2 %.
Данное соотношение является примерным и может варьироваться в зависимости от назначения производимых блоков (для наружных, внутренних стен и перегородок), климатических условий эксплуатации, характера объектов, в строительстве которых их будут использовать (малоэтажное, высотное, строительство специальных зданий). Для изготовления стеновых блоков, предназначенных для стен, несущих высокие нагрузки, рекомендуется использовать цемент марки ПЦ-500.
Описание технологического процесса
При изготовлении блоков производитель руководствуется утверждённым на предприятии технологическим регламентом, разработанным с учётом требований ГОСТ 6133-99 «Камни бетонные стеновые».
Самыми распространёнными керамзитобетонными блоками являются изделия с размерами 190х390х90 и 190х390х188 мм. Этих величин придерживаются все известные производители оборудования при изготовлении матриц для производства стеновых камней.
Рассмотрим процесс изготовления стеновых камней на примере установки «Кондор-150ТБ»:
- Создание однородной массы из исходных материалов. Сначала в смеситель засыпаются сухие компоненты, а в процессе перемешивания (не менее чем через 25 с после включения смесителя) подливается вода. Время перемешивания после подачи воды – 20-25 с. Готовая смесь должна получиться не слишком жидкой и, в то же время, не сухой. От правильно подобранной консистенции будут зависеть эксплуатационные показатели готовых камней;
- Приготовленная смесь по транспортёру выгружается бункер. Под действием силы тяжести смесь при открытии шибера поступает на фартук матрицы. Раствор разравнивается в матрице ручным скребком с одновременным пуском виброблока путём нажатия на педаль включения. От длительности работы последнего будет зависеть равномерность распределения раствора и степень его уплотнения. Излишки сдвигаются вперёд или назад на фартук матрицы.
- После полного выравнивания в смесь опускаются пуансоны, сжимающие смесь до необходимой плотности. Одновременно включают в работу виброблок. Пуансоны опускаются до соприкосновения с регулируемыми упорами и удерживаются в таком положении от 4 до 10 секунд. Это оптимальное время для уплотнения смеси;
- После выключения виброблока и поднятия матрицы и пуансона над изделиями на высоту, достаточную для снятия (15-25 мм), изделие с помощью выталкивателя за рукоятки снимаются со стола на полку вибропресса, а затем обслуживающий персонал перемещает поддон с блоками на стеллаж;
- Для ускорения набора твёрдости некоторые производители используют пропарочные камеры, в которых стеновые камни подвергаются воздействию насыщенного пара с температурой 80-100 ℃. Таким методом уже через сутки можно получить оптимальную плотность камня, которая достигается в обычных условиях не ранее чем через 168 часов.
Видео как делают керамзитобетонные блоки:
Готовые блоки, ввиду их устойчивости к влаге и воздействию отрицательных температур, можно хранить на поддонах, установленных на ровной открытой площадке. На каждом отдельном поддоне блоки стягиваются специальными плёнками и лентами, соответствующими ГОСТ 2595-83, ГОСТ 10354-82 и ГОСТ 503-81.
Керамзитобетонные стеновые блоки

Исходным сырьем для изготовления керамзитобетонных блоков служит керамзит – вспененная и обожженная глина, вода и цемент. В изломе гранула керамзита имеет структуру застывшей пены. Спекшаяся оболочка, покрывающая гранулу, придает ей высокую прочность. Керамзит, обладающий высокой прочностью и легкостью, является основным видом пористого заполнителя. Поэтому высококачественные керамзитобетонные блоки имеют плотность от 600 до 1800 кг/м3.








Как строительный материал керамзитобетонные блоки представляет собой лёгкий бетон, в котором заполнителем является керамзит – ячеистый материал в виде гранул. Так что свои дополнительные преимущества керамзитобетон получает во многом за счет именно керамзита. А именно усиление тепло- и звукоизолирующих свойств бетона, влагостойкость, стойкость к химическим воздействиям.
Применяя керамзитобетон можно существенно снизить вес зданий и конструкций, достигнув ряда положительных технико-экономических показателей. В климатических условиях России будет достаточно уложить керамзитобетонные блоки в один ряд при строительстве основных внешних стен, чтобы соблюсти нормы теплосбережения строительных конструкций.
План по маркетингу и продажам
Когда выбрано место для бизнеса, закуплено и размещено оборудование и даже подвезены необходимые компоненты, остается продать готовую продукцию. Сделать это с учетом действующего уровня конкуренции не так-то просто, однако при существующих возможностях продвижения можно будет реализовать небольшую партию уже в течение первой недели.
В числе недорогих и вместе с тем эффективных рекламных инструментов остается размещение объявлений о продаже небольших партий блоков. В тексте можно указать на возможность обеспечения нужд строительных проектов возведения частных домов и коттеджных групп. Хорошим способом заявить о себе является электронная площадка в сети. На первых порах достаточно будет изготовления сайта-визитки или лендинга. Если предприниматель не очень силен в этих вопросах, он может обратиться к профессионалам или фрилансерам. Цена услуги составит от 5000 рублей.
В качестве продвижения в поэтапной концепции можно прибегнуть к бесплатным объявлениям. Такие сервисы еще работают, особенно в разделах региональных газет. Само собой, над текстом рекламы и продвижения надо будет потрудиться: вкратце рассказать про технологию производства, имеющемся оборудовании, преимуществах сотрудничества с этой фирмой. Именно так удастся добиться быстрого возврата инвестиций.
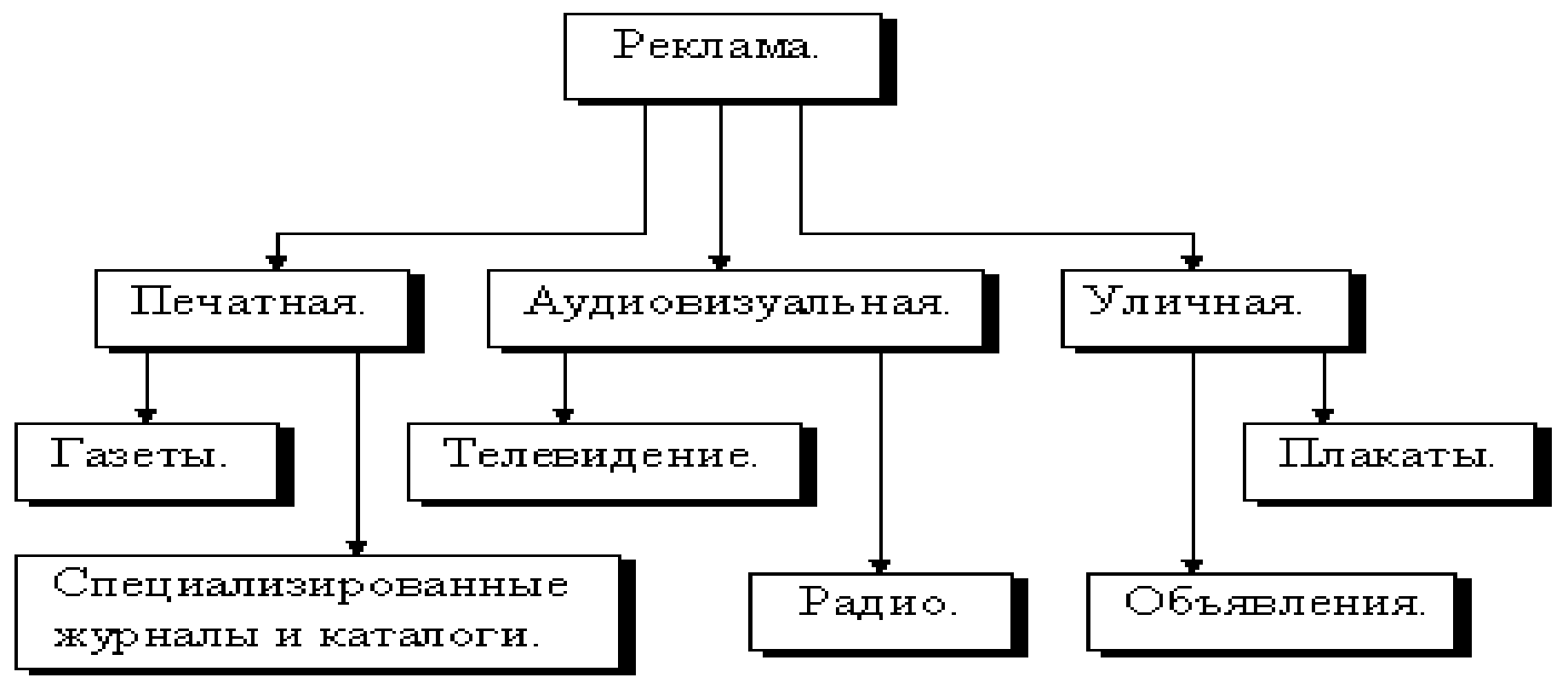
Виды рекламы, которые до сих пор действуют
Пока интерес к продукции подогревается отменным качеством и сбалансированной ценой, можно приступать к наращиванию производственных мощностей. После апробации техники можно докупить бетономешалку и самостоятельно готовить смеси на собственном заводе. Обработка очередной партии пройдет быстрее, а товар уже будет находиться в рамках средних ценовых предложений в нише. Именно так можно будет как минимум выйти на самоокупаемость или даже получить первую прибыль.
Состав газобетонных блоков
Все перечисленные преимущества этого строительного материала обусловлены его составом. Все, из чего состоит газобетон, — это цемент, кварцевый песок и газообразователь, в роли которого выступает алюминиевая пудра. Некоторые производители добавляют в состав гипс, известь, золу, другие ингредиенты.
Таким образом, газобетон делается на основе сухих компонентов, которые размешиваются с водой. Для этих целей подходит любая техническая чистая вода, соответствующая требованиям ГОСТа 23732-79. При этом важна температура воды. Желательно, чтобы она была не ниже 45°С, поскольку это ускорит твердение блоков, повысит их прочность, а для предприятия это выгодно тем, что увеличится производительность линии в целом. Таким образом, многие производители подогревают воду, поскольку более высокая температура означает лучшее качество материала. А еще это помогает уменьшить количество используемого цемента, поскольку нагрев воды стимулирует активность сухих компонентов смеси.
Производство газобетона требует довольно серьезного подхода к выбору песка
Теоретически для этих целей подойдет как карьерный, так и речной песок, но важно, чтобы в нем содержалось как можно меньше илистых или глиняных частиц. Также важно выбрать размер зерен — не более 2 мм
Технология производства газобетона автоклавным способом позволяет заменить песок шлаком или золой, полученным от металлургических производств. Золы ТЭС помогают получить газобетон с меньшей плотностью. Это помогает дополнительно сократить расходы на производство материала.
Для изготовления газобетонных блоков необходим портландцемент марок М400 и М500. Лучше всего, чтобы портландцемент соответствовал требованиям ГОСТа 10178-85. А вот алюминиевая пудра должна быть марок ПАП-1 или ПАП-2 — она и выполняет роль газообразователя. Иногда для тех же целей применяется специальная паста. Это может быть и суспензия, поскольку пылевидный алюминий не так удобен при замешивании раствора. Могут применяться и суспензии на его основе.
На чем основано действие алюминиевого порошка? Он вступает в реакцию с цементным или известковым раствором, обладающим свойствами щелочи, и в ходе этого химического процесса образуются соли (алюминаты) кальция и газообразный водород, обеспечивающий формирование пор.
Для производства газобетона очень важно сделать правильный расчет расхода по каждому компоненту исходного сырья. Существуют стандартные рекомендации для автоклавных газоблоков
Исходя из такой рецептуры, на весь объем смеси берут 50-70% цемента, 0,04-0,09% алюминиевого порошка и до 20-40% песка. Кроме того, понадобятся вода (0,25-0,8%) и известь (1-5%). Таким образом, для того чтобы получить 1 кубометр газобетона, нужно взять до 90 кг цемента, до 300 л воды, извести — 35 кг, песка — 375 кг, алюминиевого порошка — 0,5 кг. Но это количество может быть скорректировано уже в условиях конкретного производства в зависимости от качественных характеристик самого сырья.
Состав и технические характеристики
Бетон практичный материал для изготовления строительных плит, блоков и других конструкций. Простой рецепт и доступность ингредиентов позволяют проводить работы по заливке бетонных блоков своими руками.
Как сделать блоки из бетона, и чем отличаются самодельные элементы от заводских блоков, рассмотрим ниже.
Состав и технология изготовления
Процесс изготовления блоков из бетонного раствора не отличается сложностью и не требует специальных знаний.
Для работы понадобится:
- Бетономешалка;
- Лопата;
- Емкости для ингредиентов;
- Форма;
Так же желательно наличие вибростола или вибрационного аппарата для лучшей трамбовки. Так как технология вибропрессования позволяет создать блоки с более высокими показателями прочности и плотности.
Отливка стандартных бетонных блоков выполняется по следующему алгоритму:
Изготовление и подготовка форм для бетонных блоков – опалубка изготавливается из прочных материалов, способных выдержать давление бетона. Можно использовать железные, силиконовые формы или выполненные из ламинированной фанеры;
Замешивание бетонной смеси – очень важно соблюдать последовательность добавления компонентов, вначале сухие, затем вода;
Заливка массы в формы и тщательное уплотнение раствора;
Усадка и предварительное затвердевание смеси;
Вынимание из формы и складирование до полного набора прочности. Хранить бетонные блоки необходимо с большом сухом и вентилируемом помещении.. При изготовлении бетонных блоков важно использовать ингредиенты высокого класса состав: бетон используется только марки М400 или М500, песок тщательно очищен от грязи и мусора, лучше карьерный
При изготовлении бетонных блоков важно использовать ингредиенты высокого класса состав: бетон используется только марки М400 или М500, песок тщательно очищен от грязи и мусора, лучше карьерный. Для улучшения качеств готового изделия многие производители используют при изготовлении пластификаторы, которые повышают показатели морозостойкости, водостойкости и прочности
Для улучшения качеств готового изделия многие производители используют при изготовлении пластификаторы, которые повышают показатели морозостойкости, водостойкости и прочности.
При изготовлении бетонных блоков используется простые и доступные материалы, которые можно найти в любом строительном магазине. В состав входят следующие компоненты:
- Портландцемент;
- Песок или щебень мелкой фракции;
- Чистая вода;
- Пластификаторы и присадки (при желании).
Ингредиенты при замешивании стандартного цементного раствора добавляются в следующих пропорциях:
- Цемент – 1 часть;
- Наполнитель – 7 — 9 частей;
- Вода – 0,5 части.
Для изготовления более плотных блоков необходимо использовать раствор с небольшим количеством воды, такая бетонная смесь имеет не жидкий, а рассыпчатый вид. Технология изготовления таких блоков имеет свои особенности: для превращения такого раствора в качественный стеновой блок необходимо на этапе трамбовки подвергнуть его действию вибрации и высокого давления.
Технические характеристики
Блоки, выполненные из бетонной массы, отличаются высокими показателями прочности и плотности, они имеют следующие характеристики:
- Плотность блока колеблется от 1350 – 2250 кг/м в кубе в зависимости от вида и типа изделия, полнотелый блок будет заметно прочнее блока с пустотами;
- Прочность так же зависит от типа изделия и степени тяжести блока, она находится в диапазоне от 75 до 25 кг/ см2 ;
- Морозостойкость – бетонные блоки выдерживают до 50 циклов;
- Срок эксплуатации – по заверениям производителей блоки из бетона служат до 100 лет и выше при надлежащем уходе;
- Теплопроводность варьируется от 0,51 до 1,14 Вт/м*С.
Бетонные блоки негорючие, изготавливаются из экологически чистых материалов, поэтому не оказывают влияние на здоровье человек.
Изготавливаем станок для блоков своими руками – последовательность действий
Для выполнения работ по сборке виброуплотнителя необходимо подготовиться. Потребуются следующие материалы и инструменты:
- стальные листы толщиной 2,5–3 мм;
- металлическая труба наружным диаметром 7,5м8,5 см;
- электрический двигатель мощностью до одного киловатта;
- аппарат для электрической сварки с электродами;
- болгарка в комплекте с отрезным кругом для металла;
- слесарный инструмент.
Чертёж станка для шлакоблока
Когда все подготовлено, делаем станок для производства блочных изделий, соблюдая очередность операций:
- Нарежьте из стального листа заготовки прямоугольной формы для сварки формовочной емкости требуемого размера.
- Прихватите их электросваркой и соберите боковую окантовку формовочного ящика для заливки шлакоблочной смеси.
- Проверьте правильность прихватки, при равной длине диагонали окончательно проварите элементы формы.
- Нарежьте трубчатые заготовки, длина которых равна высоте форме и сделайте на боковой поверхности диаметрально расположенные разрезы.
- Обеспечьте конусообразную форму трубчатых элементов и приварите их к нижнему листу будущего формовочного ящика.
- Приварите поперечную перемычку к конусам, установите заглушки на торцы с меньшим размером.
- Произведите окончательную сборку формовочного ящика, приварив дно со вставками к окантовке.
- Закрепите с противоположных сторон две рукоятки для подъема и транспортировки формовочной емкости.
- Установите резьбовые элементы крепления вибромотора и привинтите вибродвигатель с балансирным грузом.
- Вырежьте верхнюю крышку, соответствующую габаритам внутренней полости ящика и имеющую отверстия для труб.
- Нанесите антикоррозионное покрытие, соберите агрегат и проверьте его функционирование.
Использование групповой емкости увеличенного размера позволяет повысить производительность вибропрессовального станка.
Чертеж. Станок для виброформовки