Перечень необходимого оборудования
Изготовление пенобетона подразумевает создание смеси на основе цементного раствора и специализированной пены. Масса насыщается пузырьками воздуха и при застывании становится пористой.
Существует две технологии производства пенобетонных блоков:
- Одностадийная — сухая минерализация в бароустановке. Она подразумевает одновременное смешивание всех компонентов рабочей массы под давлением.
- Двухстадийная — классическая схема с использованием раздельных узлов: пеногенератора и смесителя.
В зависимости от выбора одной из них вам понадобится и соответствующий комплект оборудования для изготовления пеноблоков.
Минимальные требования
Самым простым для частного строительства является использование первого варианта, при котором не нужен отдельный пеногенератор. Основной комплект такого оборудования для производства пеноблоков составляют:
- пенобетоносмеситель;
- компрессор для создания избыточного давления;
- встроенный манометр для контроля за ним;
- формы.
Принцип работы заключается в одновременной загрузке воды, цемента, песка и пенообразователя в герметично закрывающуюся камеру, в которую подается воздух и производится перемешивание компонентов.
Для получения качественных пенобетонных блоков важна высокая скорость вращения вала (380-420 об/мин). Это позволяет сформировать в бетонной массе одинаковые, равномерно распределенные воздушные пузырьки, обеспечивающие необходимую плотность получаемого материала.
Такой способ производства минимизирует затраты на оборудование для производства пеноблоков, не требует при работе специальной подготовки, а саму установку по силам сделать своими руками в домашних условиях.
Но есть и недостатки:
- невысокая производительность (не более 20 м³/сутки);
- возможны крупные поры в блоках, что отрицательно влияет на несущую прочность изделий;
- повышенные риски частого выхода из строя мотор-редуктора, подшипников, смесительной камеры;
- как правило, недолговечность устройства.
Профессиональный уровень
Для производства больших объемов или организации собственного бизнеса используется профессиональное оборудование для производства пеноблоков, которое включает в себя:
- смеситель;
- пеногенератор;
- воздушный компрессор;
- насосы для подачи воды и раствора;
- поризатор;
- датчики контроля давления и дозаторы подачи компонентов;
- формы.
Песок здесь для повышения качества продукции просеивается через вибрационную сетку.
Профессиональное оборудование для производства пеноблоков можно разделить на 3 группы:
| Вид | Особенности | Производительность, м³/сутки | Преимущества | Недостатки | Ориентировочные цены, руб. |
| Мобильные устройства | Малые размеры, возможность передвижения | 25-60 |
|
| 50-115 тыс. |
| Стационарные установки | Небольшая занимаемая площадь | 40-100 |
|
| от 150 тыс. |
| Автоматические линии | Наличие конвейерной линии, зонирование производства на несколько участков | 60-160 |
|
| от 0,5 млн (полуавтоматические) 1-4 млн (автоматизированные) |
Наличие пеногенератора обеспечивает качество блоков, повышает их плотность и прочность. Образование мелкопористой структуры создаёт хорошую тепло- и шумоизоляцию.
Что необходимо для производства пенобетона
Сразу нужно сказать, что придется приобретать оборудование, рыночная стоимость которого колеблется от 45 000 рублей. Если вы желаете построить дом из пенобетона своими руками, тогда вам нужно изготавливать конструкционный пенобетон с плотностью D 1200 и более. Сделать его в домашних условиях согласно ГОСТ практически невозможно, поэтому следует ограничиться только марками D 150 – D 800, которые оптимально подходят для изоляции или сооружения одноэтажных строений. Нам потребуется:
Бетономешалка. Объем зависит от потребностей вашего мини-производства. Для частных нужд более чем достаточно оборудования на 300 л.
Речной песок средней фракции, без дополнительных примесей.
Цемент М400-М500, использовать другие связывающие компоненты нельзя (известь, глину, асбест, гипс и прочее).
Парогенератор для пенобетона. Строительство из пеноблоков может обойтись без этого оборудования, но при наличии лишних денег его тоже можно купить – плотность изделий будет значительно выше.
Вода (минимальная жесткость и хорошая прозрачность).
Пеногенератор для бетона. Лучше будет изготовить его своими руками или воспользоваться моечным оборудованием, где присутствует такая функция.
Формы для заливки пенобетона или газобетона – они одинаковые, можно купить подержанные
Обращать внимание нужно только на необходимые вам размеры форм.
Пенообразователь для пенобетона. Можно купить обычную добавку, например, ПБ 2000 или ЗУР 500, либо попытаться сделать самому из шампуня и химии, но рентабельность такой «самоделки» низкая.
Есть еще и другие добавки, которые используются в определенных случаях. Краситель можно применять для получения цветного пенобетона. Используется в сооружениях, где отсутствует отделка стен и нужен именно «черновой» вариант. Отвердители пригодятся при изготовлении строительных материалов при низких температурах, они повышают не только прочность, но и скорость высыхания.
Пенообразователи: особенности применения
Строители еще в XIX веке для создания ячеистой структуры бетона подмешивали в раствор бычью кровь. В начале XX столетия стали использовать для этих целей мыльный корень. Сейчас можно приобрести уже готовый пенообразователь для пенобетона. Цена его будет зависеть от производителя, страны изготовителя и типа активного компонента. Отечественный концентрат можно купить от 70 («Неопласт-5») до 100 рублей за килограмм («ПБ-Люкс»). Зарубежные белковые составы обойдутся в среднем в 1,5 раза дороже. Например, GreenFroth в расфасовке по 230 кг (металлическая бочка) стоит 125 р., а стоимость канистры (10 л) составит 185 рублей за килограмм.
Такие составы обычно выпускаются как готовые к использованию товарные продукты. Согласно рецепту, их необходимо лишь разбавить водой. Далее раствор подается в пеногенератор, где он проходит через специальный наполнитель. Под действием подаваемого под давлением потока воздуха образуется устойчивая пена, состоящая из большого количества мелких пузырьков.

Другой вариант использования пенообразователя – это добавление концентрата непосредственно в воду при смешивании на высоких оборотах. Под действием турбулентности образуется пена. Затем в эту смесь добавляются цемент и песок при постоянном перемешивании. Качество такого пенобетона несколько ниже, чем приготовленного по классической схеме.
Синтетический и белковый пенообразователь для пенобетона
В технологической схеме используют органические и синтетические компоненты. Белковые или протеиновые пенообразователи изготавливают гидролизом из сырья животного происхождения на основе крови. Также используют для этих целей растительную древесную смолу после ее омыления.
Натуральный пенообразователь для пенобетона считается наиболее приемлемым вариантом при изготовлении материала, используемого в строительстве жилых зданий. Это в первую очередь экологические и санитарные нормы. Другая сторона вопроса – «нейтральность» реакции готовой продукции.
Синтетические пенообразователи более дешевые. Минусом их использования является невозможность изготавливать пенобетон с низкой плотностью (менее 300 кг/м³). Кроме этого, прочность готовых стеновых блоков уступает аналогам, изготовленным на основе белковой пены.
Дозировка необходимого количества пены
Дозировка пены может осуществляться в ручную – по максимальному заполнению рабочего объема смесителя или автоматически – при помощи таймера-дозатора.
Наличие дозирующего устройства пены в пеногенераторе не более чем желание покупателя автоматизировать процесс получения пенобетона. Как показывает практика, в нем нет необходимости.
Наиболее точная дозировка пены осуществляется путем полного заполнения рабочего объема смесителя.
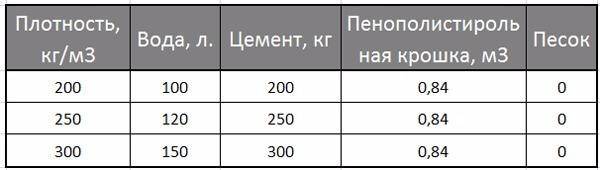
Например: рабочий объем смесителя – 200 литров производим пенобетон Д400 (марка по средней плотности). В данном случае дозировка осуществляется следующим образом:
- цемент: 310 кг Х 0,2=62 кг
- вода затворения: 140 л Х 0,2=28 л
- пена: 800 л Х 0,2=160 л
Получаем на выходе – 200 литров готового аэрированного бетона – пенобетона.
Т.е. на выходе 200 литров готового пенобетона Д400 ни больше и не меньше, заметьте, дозировка осуществлена не “на глазок”, а по заполнению рабочего объему смесителя – V=200 литров! Аналогично при любом другом объеме смесителя.
Теперь производим эту же марку пенобетона, но с применением таймера-дозатора: Настраиваем дозатор на выработку 160 литров пены и тоже имеем полностью заполненный рабочий объем смесителя V=200 л. Все тоже самое, только есть два “но”:
- погрешность дозатора и не учтенный % разбитой пены лопастями (шнеком) смесителя во время перемешивания.
- Вполне очевидно, то что, начинающий производитель доверяя таймеру-дозатору получит пенобетон плотностью отличную от запланированной.
Вывод, наиболее точной дозировкой, является дозировка, по максимальному заполнению рабочего объема смесителя!
Способы производства вспененных бетонов
Производство по одностадийной схеме
Данная схема предусматривает производство без использования пеногенераторных установок, все процессы смешивания происходят в специальных баросмесителях в вертикальном положении. При таком способе процесс смешивания и вспенивания происходит посредством добавления в смесительную горловину специального компонента – пенопреобразователя.








Вся исходная масса в баросмесителе смешивается при достаточных оборотах вала около 200–500 об/мин. Следует отметить, что такой способ производства, скорее всего, не самый технологичный.

Однородная плотная пена — признак качественного материала
Производство двухстадийным методом
Как раз в данном способе применяется пеногенератор. Сам процесс происходит по схеме горизонтального смешивания и вспенивания. Отметим, что скорость вала при таком способе значительно ниже — около до 50 об/мин. при том, что качество исходного продукта выше.
Структурообразование всей смеси в смесителях горизонтальной направленности дают возможность пеногенератору более качественно производить регулировку процесса поризации ингредиентов. Вводя в смесь ровно то количество пенообразователя, которое требуется для того или иного материала, можно на выходе производственной линии получить материал требуемой плотности.
Хороший пеногенератор позволяет создавать мелкодисперсную и достаточно плотную пену. Оптимальный размер воздушных пузырьков около 0,1–0,4 мм. На одноступенчатой баромещалке получить такую технологичную пену, как в двухступенчатой системе, практически невозможно.

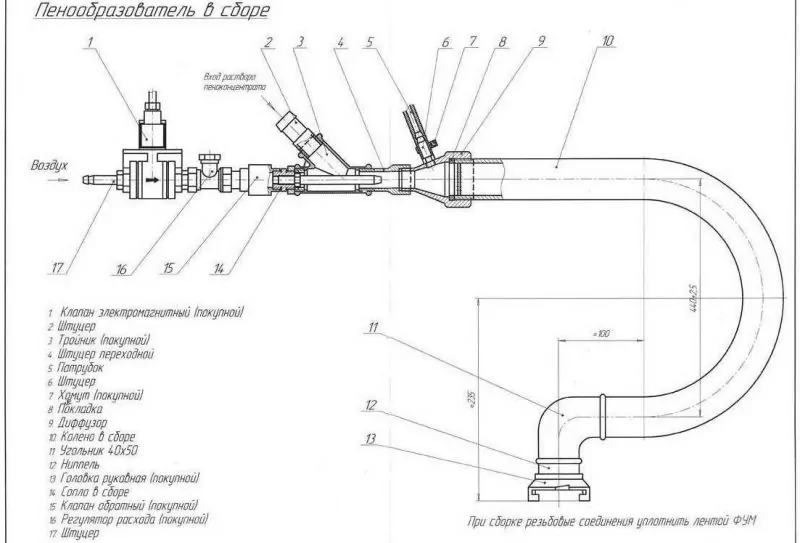
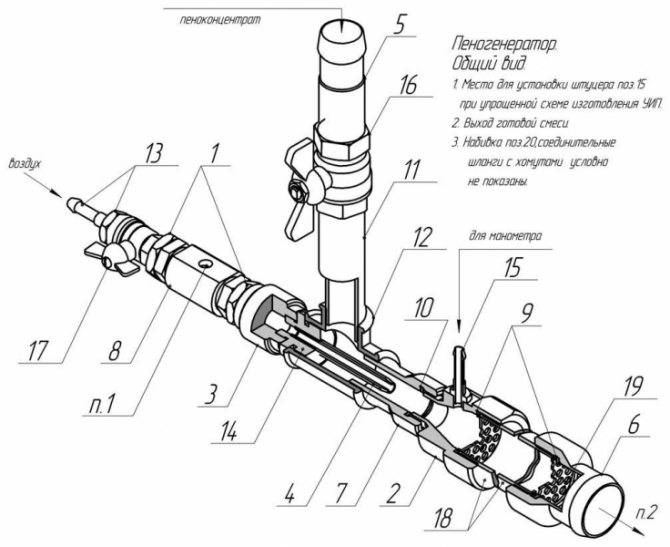
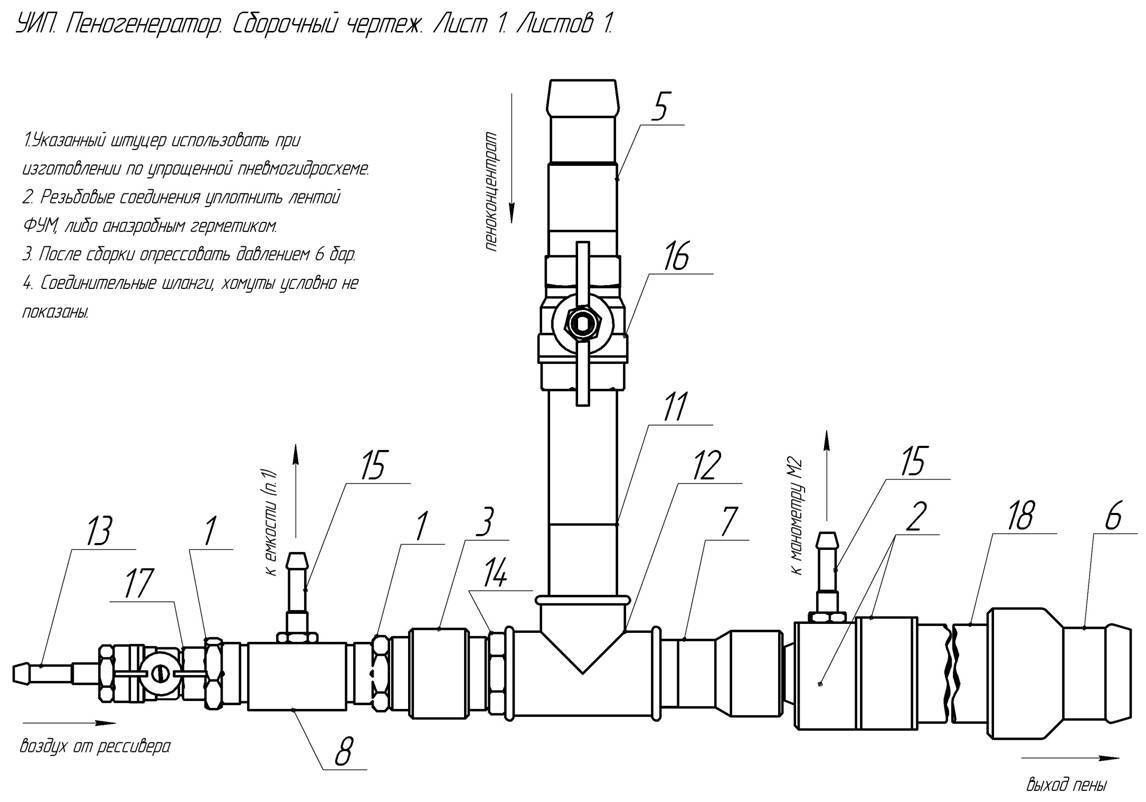
Оборудование для производства пенобетона в сборе
На заметку! Технологичный пеногенератор с легкостью позволит сэкономить пенообразователь. Средний расход около 0,4–0,7 л/м3. Рекомендуемый средний расход пенообразователя не должен составлять более 0,6–1,6 л/1 куб.м. производимого ячеистого бетона. При большом количестве пенообразователя значительно увеличивается срок застывания и схватывания смешанной, поризованной массы. Также могут значительно снижаться прочностные и усадочные характеристики готовой продукции.
Пеногенераторы непрерывного действия. Безресиверные
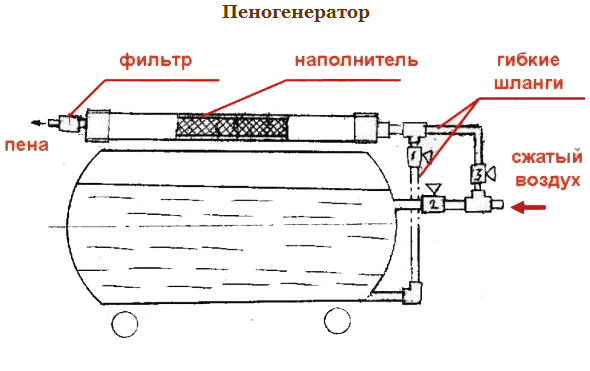
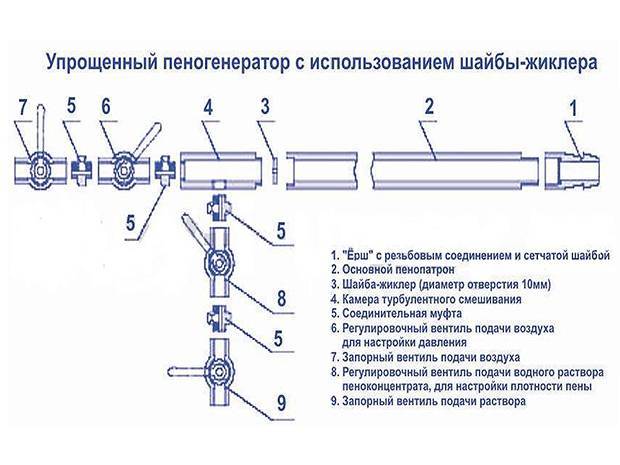
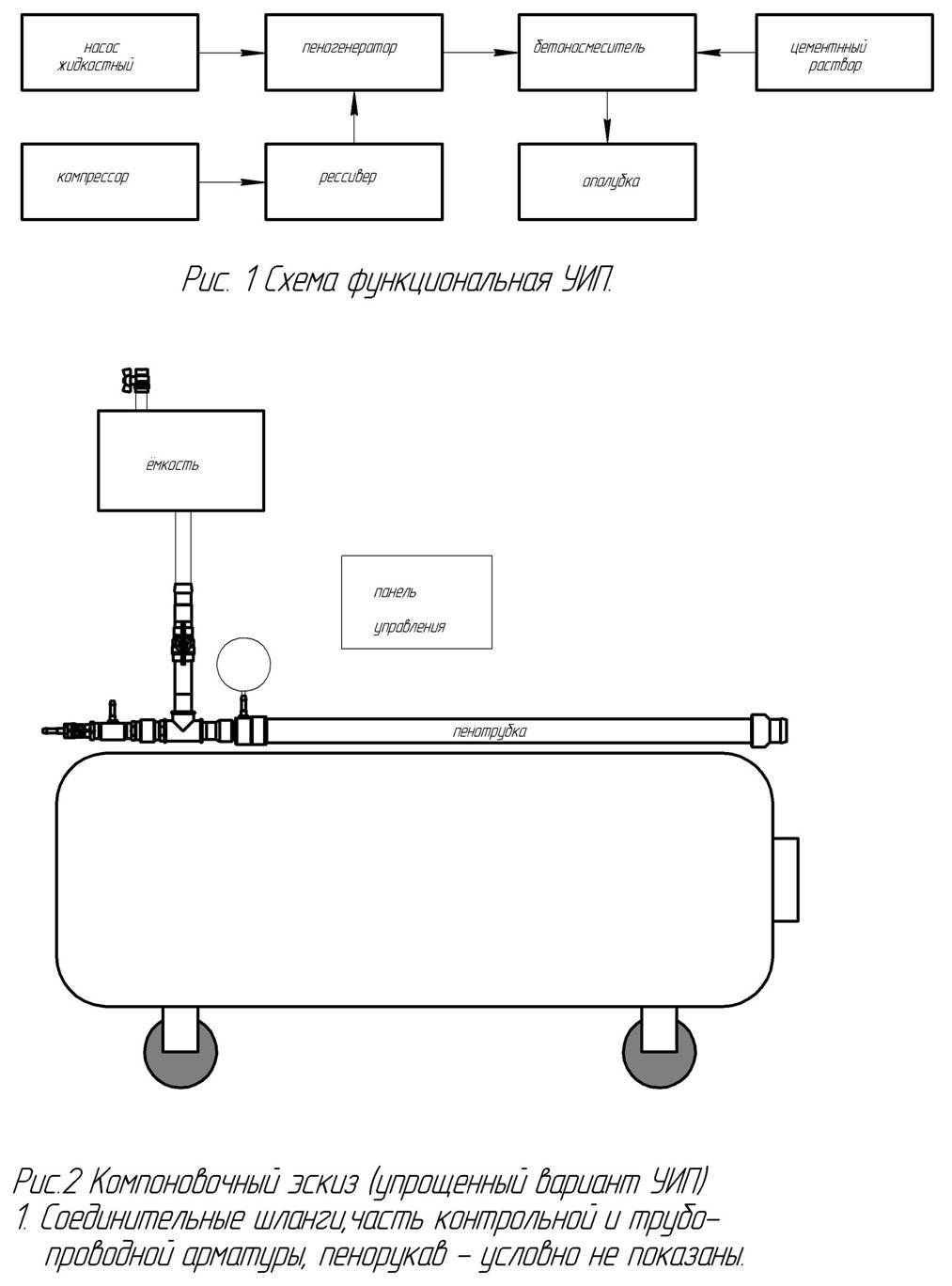
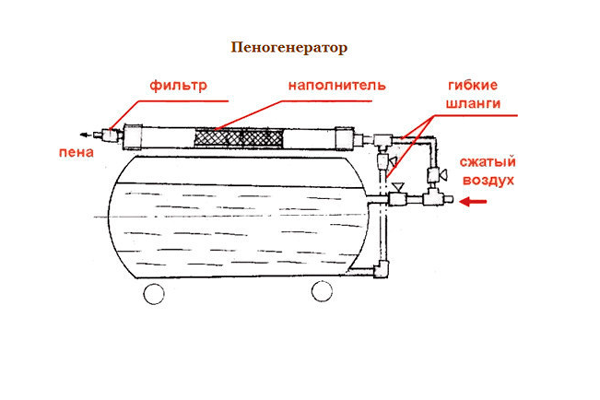
Пена из пеногенератора, по желанию оператора, непрерывно поступает в пенобетоносмеситель. Принцип работы пеногенератора заключается в следующем.
Из емкости с раствором пенообразователя, электронасос подает пенообразующую жидкость к блоку управления и регулировок, а затем в смесительную камеру. Одновременно компрессор производит сжатый воздух и подает его к другому блоку регулировок. В блоке регулировок с помощью кранов и вентилей управления производится регулировка и управляемое распределение потоков воздуха и раствора пенообразователя. Затем поток направляется в смесительную камеру. В смесительной камере происходит турбулентное смешение потоков раствора пенообразователя и воздуха.
Пеногенератор для производства пенобетона ПГН-1
39900 руб
В результате получаем жидкостно-воздушную смесь. В процессе дальнейшего движения полученной жидкостно-воздушной смеси по каналу пеногенерирующего устройства, в результате прохода через расположенные в определенном порядке сегменты, происходит окончательная гомогенизация состава жидкостно-воздушной смеси.
В результате на выходе пеногенерирующего устройства получается пена, которая затем вводится в смеситель после всех компонентов.
Детали, контактирующие с раствором пенообразователя, выполнены из корозионностойких материалов или обычного металла. От этого зависит себестоимость и надежность эксплуатации агрегата, генерирующего пену.
ДОСТОИНСТВА ПЕНОГЕНЕРАТОРОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ:
Большая кратность пены, генерируемая пеногенераторами непрерывного действия, очень важна для гарантии качества конечного продукта. За счет повышенной кратности пеногенератор позволяет вводить меньшее количество пенообразователя при постоянном объеме пены. Большое количество пенообразователя замедляет процессы твердения цемента и ухудшает прочностные характеристики бетона и изделий.
Создают идеальные условия для равномерной диффузии газообразной фазы в раствор пенообразователя. Вследствие этого:
- большая кратность получаемой пены;
- максимальный коэффициент использования пены в пенобетоне;
- высокая стойкость пены во времени в пенобетонной смеси;
- сокращаются сроки схватывания и динамика гидратации цемента в присутствии пенообразователя;
- увеличивается конечная прочность бетона;
- Обеспечивают минимальный расход пенообразователя при высоких пенообразующих характеристиках и высокую стойкость пены.
Уменьшение В/Т в поризуемом растворе изменяет значение, приводит к увеличению плотности получаемого пенобетона. Поэтому в технологии пенобетона некоторые производители используют относительно высокое значение В/Т.
Производство и использование пен высокой кратности (так называемых условно “сухих пен”) приводит к перераспределению воды из твердеющего раствора в межпленочные слои пузырьков пены. Такой эффект наблюдается при использовании определенных видов пенообразователей и пен повышенной вязкости. За счет такого технологического приема представляется возможным получить пенобетон меньшей плотности, уменьшая отрицательное воздействие пенообразователя на гидратацию вяжущего.
-Возможность использования недорогих отечественных пенообразователей.
Позволяет сохранять оптимальную концентрацию пенообразователя в поризуемом растворе при стойкости пены “С” не ниже 0,9. Вследствие чего, пропадает необходимость использовать дорогостоящие импортные пенообразователи, более высокой кратности и в большем объеме, или использовать ускорители схватывания раствора.
Подключение механизма
Пошаговая инструкция:
- Цилиндрический сосуд устанавливается на твердую поверхность. Агрегат должен работать без перебоев, это обеспечит поступление в систему воздуха и концентрированного раствора.
- Рядом ставится емкость, индивидуально наполненная жидкостью с пенообразующим концентратом.
- В емкость с пеноконцентратом погружается насос. Вмонтированный в пеногенератор шланг обеспечит поступление смеси в центральный отсек пенообразователя.
- Для транспортировки сжатых потоков воздуха в турбулентную камеру вторая трубка агрегата подключается к компрессору.
- Регулировка парных вентилей поможет регулировать силу давления и установить нужные параметры плотности пены. Другая пара вентильных деталей отвечает за поступление активных веществ в бак и способ перекрытия выхода массы из устройства.
Принцип качественного агрегата, сделанного своими руками, — правильное смешивание воздуха, воды концентрированной пенообразователем и бетонного раствора. Именно от этих параметров зависит качество выпускаемого материала. Грамотно произведенная конструкция сможет обеспечить пенобетону высокие прочностные и эксплуатационные качества, которые не уступят заводскому аналогу.
Формы для пеноблоков своими руками
Формовочная емкость может быть изготовлена из любого материала: фанеры, металла, пластика. Главное требование, материал не должен деформироваться в процессе заливки раствора.
Изготовление формы предполагает прохождение двух этапов:
- расчет формы для пенобетона;
- изготовление формы для пенобетона.
Как правильно рассчитать размер формы для пеноблоков?
Строительные блоки (стеновые) обычно производятся в таком соотношении (пропорции) длина : ширина : высота – 4 : 2 : 1. Такое соотношение является оптимальным, поскольку позволяет выполнить перевязку рядов кладки без подрезки блоков. Таким образом, если глубина формы 150 мм, то ее ширина и длина будут соответственно равна 300 и 600 мм.
Для частного производства пенобетонных блоков, целесообразно использовать форму, позволяющую одновременно изготавливать до 30 пеноблоков.
Обратите внимание, длина формы будет длиннее, чем суммарная длина блоков. Это обусловлено тем, что перегородки в форме имеют определенную толщину
Примечание. Лучше устанавливать перегородки таким образом, чтобы плоскость наибольшей площади оказалась сверху. Таким образом, обеспечивается более быстрое высыхание блока и равномерный набор прочности пенобетона. По этой же причине не рекомендуется делать многоуровневые формы.
Как сделать формы для пеноблоков своими руками?
Процесс изготовления формы начинается с устройства дна. К нему жестко крепятся боковые стенки и устанавливаются разъемные внутренние перегородки.
Мастера советуют делать форму для пенобетонных блоков разборной. Такой прием позволит варьировать размеры блоков. По этой же причине перегородочные пластины не следует сваривать между собой. Лучше сделать в них разрезы до половины ширины и соединить через них.






Если используется фанера в качестве материала для изготовления опалубки, то нужно крепить перегородки гвоздями. Уголки, распорки и т.п. отпечатаются на готовом блоке. Это не нанесет ему вреда, но и красоты не прибавит.
Совет. Лучше применять ламинированную фанеру.
Схема-чертеж формы для пеноблоков и внешний вид показаны на рисунках.
Схема-чертеж формы для пеноблоковСхема-чертеж формы для пеноблоков (размеры элементов опалубки)Металлическая опалубка (форма) для производства пеноблоковСборка формы для производства пеноблоков
Преимуществом самодельной формы является возможность получения пеноблоков нестандартной длины или конфигурации.
Примечание. При изготовлении формы из фанеры, перед заполнением бетоном ее нужно затянуть прочной пленкой. В противном случае, фанера потянет влагу из сырого раствора, что повлечет деформирование формы и искажение характеристик пенобетона. Использование пленки упрощает также процесс расформовки блоков.
Пенобетон
Формы для пеноблоков своими руками
Формовочная емкость может быть изготовлена из любого материала: фанеры, металла, пластика. Главное требование, материал не должен деформироваться в процессе заливки раствора.
Изготовление формы предполагает прохождение двух этапов:
- расчет формы для пенобетона;
- изготовление формы для пенобетона.
Как правильно рассчитать размер формы для пеноблоков?
Строительные блоки (стеновые) обычно производятся в таком соотношении (пропорции) длина : ширина : высота – 4 : 2 : 1. Такое соотношение является оптимальным, поскольку позволяет выполнить перевязку рядов кладки без подрезки блоков. Таким образом, если глубина формы 150 мм, то ее ширина и длина будут соответственно равна 300 и 600 мм.
Для частного производства пенобетонных блоков, целесообразно использовать форму, позволяющую одновременно изготавливать до 30 пеноблоков.
Обратите внимание, длина формы будет длиннее, чем суммарная длина блоков. Это обусловлено тем, что перегородки в форме имеют определенную толщину
Примечание. Лучше устанавливать перегородки таким образом, чтобы плоскость наибольшей площади оказалась сверху. Таким образом, обеспечивается более быстрое высыхание блока и равномерный набор прочности пенобетона. По этой же причине не рекомендуется делать многоуровневые формы.
Как сделать формы для пеноблоков своими руками?
Процесс изготовления формы начинается с устройства дна. К нему жестко крепятся боковые стенки и устанавливаются разъемные внутренние перегородки.
Мастера советуют делать форму для пенобетонных блоков разборной. Такой прием позволит варьировать размеры блоков. По этой же причине перегородочные пластины не следует сваривать между собой. Лучше сделать в них разрезы до половины ширины и соединить через них.
Если используется фанера в качестве материала для изготовления опалубки, то нужно крепить перегородки гвоздями. Уголки, распорки и т.п. отпечатаются на готовом блоке. Это не нанесет ему вреда, но и красоты не прибавит.
Совет. Лучше применять ламинированную фанеру.
Схема-чертеж формы для пеноблоков и внешний вид показаны на рисунках.
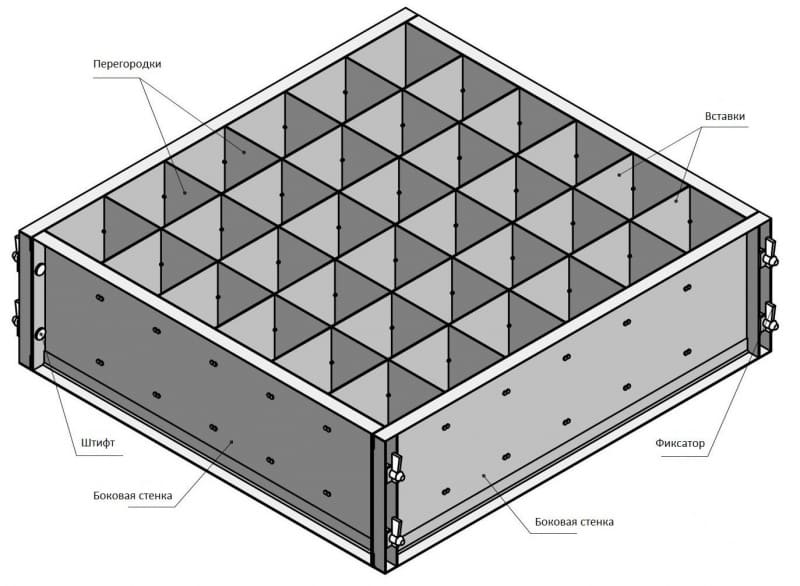
Схема-чертеж формы для пеноблоков
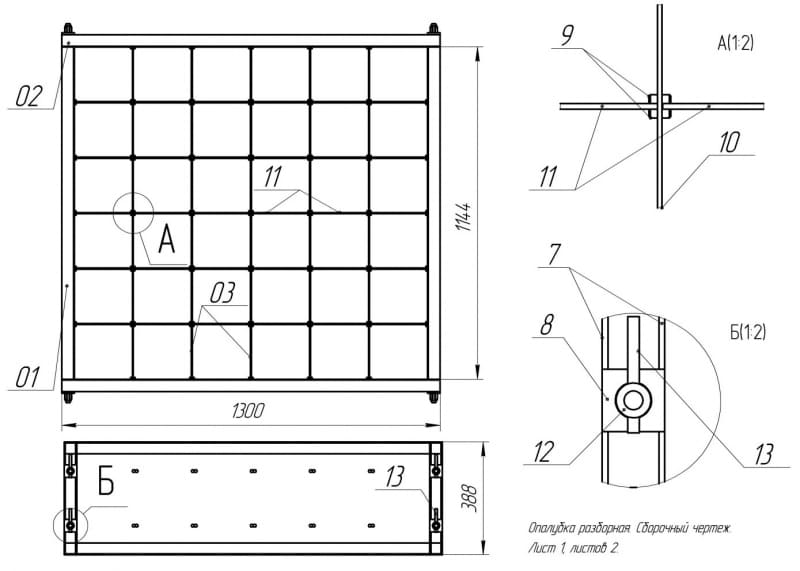
Схема-чертеж формы для пеноблоков (размеры элементов опалубки)

Металлическая опалубка (форма) для производства пеноблоков

Сборка формы для производства пеноблоков
Преимуществом самодельной формы является возможность получения пеноблоков нестандартной длины или конфигурации.
Примечание. При изготовлении формы из фанеры, перед заполнением бетоном ее нужно затянуть прочной пленкой. В противном случае, фанера потянет влагу из сырого раствора, что повлечет деформирование формы и искажение характеристик пенобетона. Использование пленки упрощает также процесс расформовки блоков.
Значение пеногенератора
Если вкратце пробежаться по технологии производства вспененных блоков, то можно вычленить главные аспекты:
- цемент смешивается с водой и песком;
- в получившийся жидкий бетон добавляется пена под давлением.
Как раз-таки от последнего ингредиента на 80% зависит качество будущих изделий. Поэтому собранный пеногенератор для пенобетона своими руками должен изготавливать хорошую пену определенной плотности и стойкости. Помимо этого, необходимо соорудить такую конструкцию, которая будет прекрасно «ладить» с любыми видами пенообразователя не только отечественных производителей, но и заграничных
Это очень важно, ведь пока подберете «свои» материалы для пенобетона, можете перепробовать множество видов эмульсий и концентратов
Еще один критерий, характеризующий качественный пеногенератор строительный – высокая производительность и постоянная подача однородной пены в бетоносмеситель. Если произойдут сбои в этом процессе, для возведения стен получившиеся изделия будут непригодны.


Оттого насколько слаженно будет работать механизм пеногенератора зависит и финансовая сторона строительства. Ведь полный объем замесу дает именно пена. Если ее будет недостаточно или подкачает плотность и стойкость, то бетонные блоки «растают» на четверть, а то и в половину объема. И получится в итоге, что затраты были вложены в 1 м3, а на выходе получили намного меньше. Куда плачевнее будут обстоять дела, если рабочим пенобетоном будут заливаться стены.
Чтобы достичь положительных результатов необходимо собрать такую конструкцию, которая будет максимально правильно производить перемешивание воды, воздуха и концентрата. Воспроизвести заводское устройство пеногенератора – задача не из сложных. Но все же процесс сборки требует внимательности и точной настройки получившегося механизма.
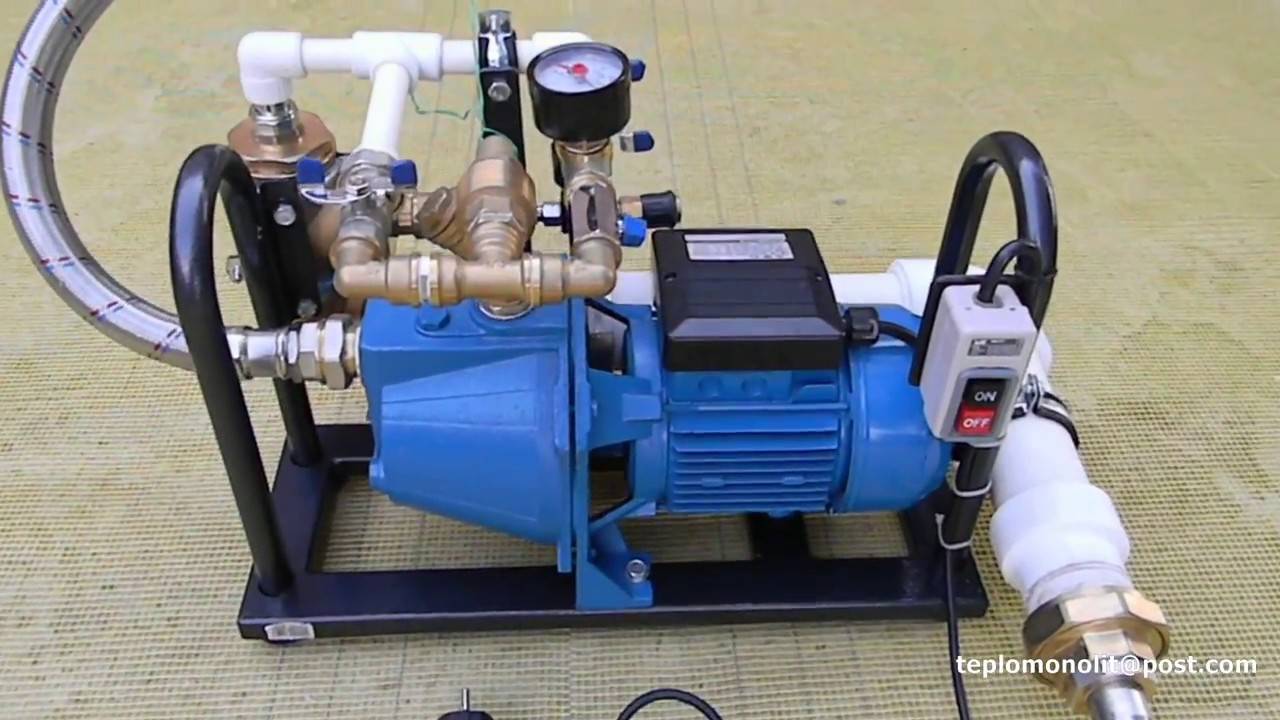
Выбираем пеногенератор для мойки Karcher
Комбинацию пеногенератора и принадлежностей к нему именуют пенокомплектом. Ключевым условием функционирования пенообразователя является сжатый воздух под пониженным давлением (где-то 6 атмосфер).
Необходим непрерывный его приток.
Падение давления случается при течи из пистолета мыльной воды. Спад давления является причиной некачественной работы пенообразователя.
Потому пенообразователь настраивают посредством иглообразных кранов, имеющихся на редукторе. Применяя регулятор давления, можно отладить впуск воздуха.Как правильно настроить:
- прикрыть вентили подачи воздуха и смеси;
- надавить на курок;
- не отжимая курок, посредством редуктора на манометре выставить давление от 4 до 6 атмосфер.
- открутить вентиль подачи воздуха на четверть оборота, а вентиль подачи раствора – на пол-оборота;
- подсоединить пенообразователь к подающей воздух системе редуктора (нормализовать давление);
- наполнить горловину пенообразователя подготовленным составом моющего вещества в соответствии с рекомендуемой изготовителем концентрации (от 1/50 до 1/200);
При неудовлетворительной скорости покрытия пеной кузова повысить давление на 1-2 атмосферы.Если пена подается рывками (избыток воздуха) убавить воздушный вентиль на десятую часть, подождать 5 секунд, если требуемый эффект не достигнут, убавить снова на десятую часть.Если из пистолета выходит смесь типа тонкодисперсной пыли (огромное количество воздуха) затворить воздушный вентиль и вновь произвести настройки пенообразователя в соответствии с пунктом № 5.Если из пистолета выходит эмульсия, добавить впуск воздуха на десятую часть оборота, подождать, если спустя 5 секунд требуемый эффект не получен, повторить процедуру.
Наблюдать за плотностью всех соединений и устойчивостью давления при нажатом курке пистолета.
Лучшие модификации оснащаются защитным клапаном, указателем уровня жидкости и манометром, дающим возможность держать под контролем номинальное давление.Прежде чем выбирать пенообразователь
Хранение и перевозка
Смесь не капризная, можно транспортировать как и где угодно. Пенообразователь – не капризный материал. Его можно держать и перевозить где и как угодно. Для него подходит любое место с любыми условиями. Летом во время жары раствор не портится, сохраняет свои качественные характеристики. То же самое касается и зимнего периода, когда ртуть на градуснике находится гораздо ниже нуля. Если вдруг под воздействием слишком низких или высоких температур раствор как-то изменится, то при нормализации условий он довольно быстро возвращается к своему прежнему виду. На качество его это никак не повлияет.
Для хранения средства, как правило, используют чистую запечатанную емкость. Температура в помещении при этом может варьироваться от 5 до 40 градусов выше нуля. Тогда материал надолго сохранит свой первозданный вид. Следите за тем, чтобы внутрь пенообразователя не проникли нефтепродукты. Иначе средство потеряет все свои качества, придя в негодность.
Как сделать правильное смешивание?

Схема высоконапорного пеногенератора.
А теперь необходимо обустроить в емкости смешивание. Внутри нее (в центральной части) располагаем металлический вал. Нижний конец вала должен быть впрессован в подшипник, который зафиксирован в днище смесителя. Вал необходимо максимально надежно зафиксировать на расстоянии 20 см от верхнего среза. Для этого корпус подшипника по трем направлениям фиксируют к емкости смесителя. На валу необходимо организовать червячный механизм для смешивания. В верхней части вала должен находиться шкив, который зафиксирован шпонкой. А теперь необходимо обеспечить надежный привод: напротив шкива вала должен находиться шкив от редуктора, связанного с двигателем. Не имеет принципиального значения, каким образом это будет организовано. Конструкция станины для расположения двигателя может быть различной. Самый простой вариант смесителя готов.
Пенообразователь для изготовления пенобетона является главной частью всего оборудования. В доказательство этого послужат примеры того, что многие умельцы используют для смешивания обычную бетономешалку. Несложно догадаться, что без смесителя, о котором шла речь, можно обойтись. Смешивать поможет даже обычная дрель со специальной насадкой. Но это не выход, так как при наличии такого простого оборудования вы не сможете сделать достаточного количества блоков.
По этой причине смеситель в наличии необходимо иметь. Причем существует следующая зависимость: чем больше объем смесителя, тем быстрее окупятся все ваши затраты. Но не будем заниматься подсчетами, а вернемся к изготовлению пенообразователя.