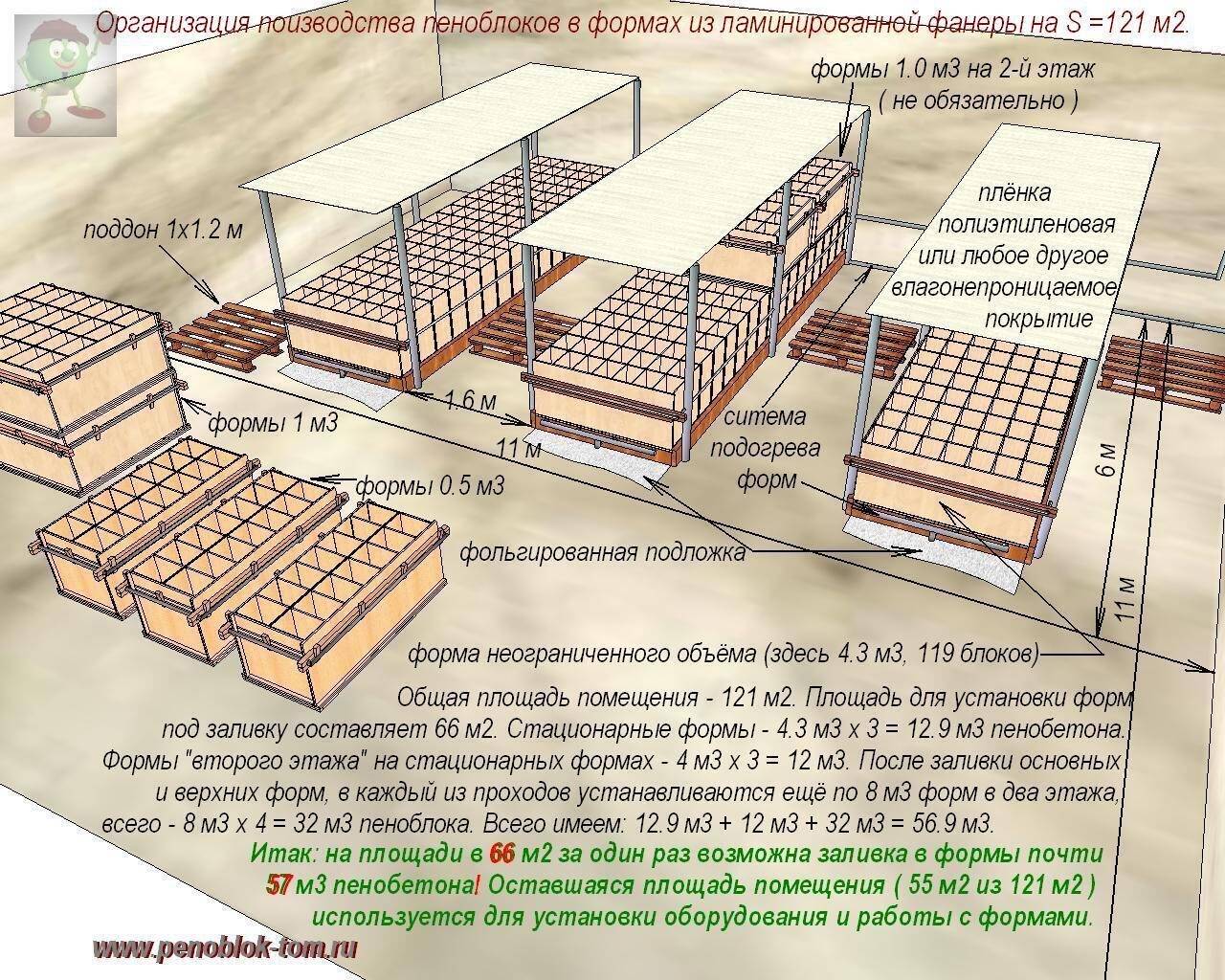
Требования к обустройству цеха
Организация цеха требует достаточно большой площади для производства. Так, для производства 30 м³ пеноблока за смену необходимо около 300 м².
Помещение должно быть крытым и отапливаемым, иметь подключение к водоснабжению, водоотведению, сети 380 В, промышленную вентиляцию. Территорию следует разделить на зоны:
- склад сырья (порядка 60 м²);
- производственный цех (100-110 м²);
- сушильная камера (80-90 м²), если не используется автоклав;
- склад готовой продукции (порядка 100 м²).
- офисная и бытовая части (около 30-40 м²).
Кроме того, нужно позаботиться об удобных подъездных путях для габаритного транспорта.
Особенности рынка сбыта
Крупные строительные компании предпочитают работать с большими заводами. Те реализуют продукцию оптовыми партиями и предлагают существенную скидку. Поэтому наше производство пеноблоков, наш бизнес план, с месячной производительностью до 550 куб. метров пеноблоков, главным образом ориентированы на индивидуальных застройщиков.
Данное условие относится к обоим нашим примерам.
Для этой группы потребителей характерно следующее:
- они не располагают собственным транспортом для доставки материала;
- охотно соглашаются на предложения с рассрочкой платежа, всевозможные акции;
- не проявляют интереса к специализированным периодическим изданиям, тематическим выставкам.
Спрос между дорогой и дешевой продукцией распределяется равномерно либо смещается в сторону последней, поскольку, помимо домов, строятся сараи, гаражи, бани и другие хозяйственные объекты.
Технология производства пеноблоков
Для производства пеноблоков кроме форм понадобится следующее оборудование:
- Пеногенератор.
- Компрессор.
- Бетономешалка емкостью 80-100 литров.
При наличии этой техники два работника в течение смены могут произвести несколько кубометров пенобетона.

Сборка металлических форм
Пеногенератор разумней сделать своими руками, так как фабричное оборудование стоит неподъемно дорого. Пенообразующие компоненты, которые продаются, создают в десяток раз уменьшепены. Кроме того, при использовании этих компонентов бетон необходимо взбивать на очень высоких оборотах.
Инструкция по изготовлению пеногенератора довольно простая. Найти ее можно в интернете.
Совет! Качество полученной пены можно проверить следующим образом – заполнить ею ведро и перевернуть его вверх дном. Качественная пена должна удержаться в ведре.
Для производства пеноблоков используют цемент марки не ниже 400. Присутствие в нем примесей не допускается
Совет! Лучше использовать отсев, так как стоимость его меньше, а активность в бетоне – выше.

Оборудование для производства пеноблоков
Для производства 1 м3 пенобетона в среднем требуется:
- 310-320 кг цемента.
- 210-220 кг песка (если пенобетон будет производиться плотностью от 600 кг/м3).
- 100-110 литров воды для раствора и около 55-60 литров для пенообразователя.
- Полтора литра концентрата пенообразователя.
В первую очередь смешиваются песок,цемент и вода, после чего добавляется пена. Чем быстрее перемешиваются компоненты, тем более качественным получается бетон.
В обычной бетономешалке перемешивание пенобетона займет около 20 минут, так как пена будет долго держаться на поверхности. В бочке с подвижными лопастями пена размешается в течение пары минут.
На фото структура пенобетона
После изготовления пенобетона, его заливают либо в формы, либо в разборную опалубку. Во втором случае, не дожидаясь полного застывания, опалубку разбирают и режут массив на отдельные блоки.
Разбирать формы следует не ранее, чем через сутки. Перед отправкой на склад изделия требуют дополнительной выдержки в 16 часов. Температура при производстве блоков не должна понижаться ниже +5 градусов по Цельсию.
Бизнес
 Блоки, произведенные своими руками – первый шаг к процветанию вашего дела
Блоки, произведенные своими руками – первый шаг к процветанию вашего дела
Бизнес план изготовление шлакоблоков – достаточно непростой документ.
Если прислушаться к мнению уже состоявшихся предпринимателей, то старт бизнеса по производству блоков может быть реализован в нескольких вариантах:
- Создание мини-предприятия с литьевой технологией, применяя бароустановку. На такой старт вам потребуется порядка 300 000 рублей;
- Мини-производство с использованием пеногенератора и с применением резательной технологии. Затраты составят порядка 700 000 рублей;
- Покупка линии для производства пеноблоков, который включает в себя целый комплекс высокотехнологичного оборудования обойдется вам в копеечку – затраты составят несколько миллионов рублей, но при этом вы сможете создать небольшое предприятие, способное штамповать «кирпичи» в промышленных масштабах.
Пенообразователь для пенобетона своими руками
Состав пенообразователя:
- каустическая сода (едкий натр) – 0,15 кг;
- канифоль – 1 кг;
- столярный клей – 0,06 кг.
Технология изготовления несколько трудоемкая и занимает много времени. Поэтому целесообразна только при значительных объемах работ.
Как сделать пенообразователь для пенобетона в домашних условиях
Приготовление предусматривает выполнение двух этапов:
- смешивание клеевого раствора. Для этого кусочки сухого клея заливаются водой (1:10) и оставляют на сутки. За это время клей немного разбухнет, но будет держать форму. Поэтому, емкость с водой и клеем нагревают до 60 °С (при постоянном перемешивании). Клеевой раствор готов, когда все кусочки растворились и образовали однородную массу;
- приготовление канифольного мыла. С этой целью натр доводят до кипения. Затем в него постепенно вводят канифоль. Процесс кипячения займет около 2-х часов до полного растворения канифоли.
Примечание. Канифоль следует предварительно раздробить.
Оба состава смешиваются, когда канифольное мыло остынет до 60 °С.
Примечание. При смешивании канифольное мыло вливают в клеевой раствор. Пропорция для смешивания 1 : 6.
Статья по теме: Колыбель подвесная своими руками: как сделать?
Полученную смесь заливают в пеногенератор и получают пену высокой плотности. Оптимальной для использования считается пена плотностью 80 гр/дм.куб. Использование менее плотной (более воздушной пены) ухудшит качество блока и приведет к быстрому его разрушению.
Примечание. Проверить качество пены, можно наполнив ею ведро. После переворачивания ведра пена должна удержаться внутри.
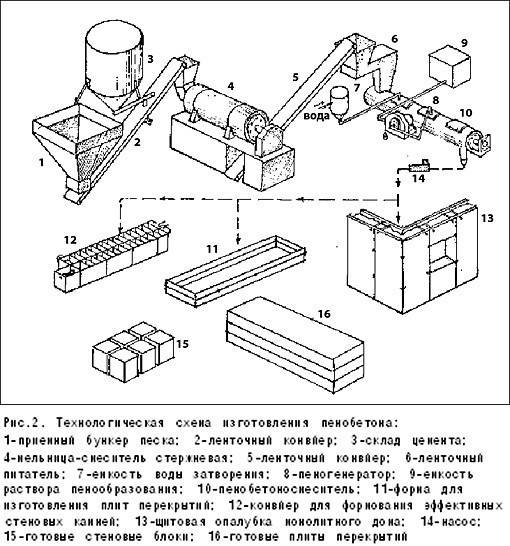
Схема производства пеноблоков показана на рисунке.
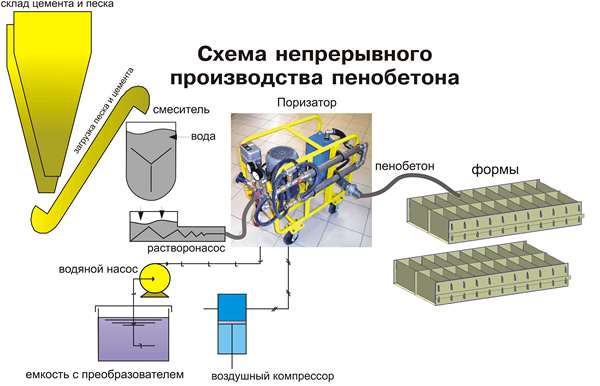
Схема производства пеноблоков
Отметим, что подобно первому блину, первые пенобетонные блоки обычно также выходят комом. Этому есть несколько причин:
сложность дозирования составляющих компонентов в растворе;
повышенное/пониженное содержание воды в растворе;
повышенное содержание пенообразователя в растворе. Его расход не должен превышать 1,5 л. на 1 м/куб.
К сожалению, подобные эксперименты не только продлевают время строительства, но приводят к дополнительным расходам. Однако, как свидетельствуют пользователи, они вполне оправданы. Тем более что, дефектные пеноблоки могут быть использованы в качестве засыпки под пол, а б/у оборудование для производства пенобетона можно продать.
Примечание. Как показывает практика, лучше делать конструкционные пеноблоки (марки D-900 и выше). Они содержат меньше пор, по сравнению с теплоизоляционными, и новичкам их изготавливать проще.
Пеногенератор для пенобетона своими руками
Приобретение этого модуля является самой затратной частью производства.
Назначение – преобразовывать пенообразователь в пену, перед подачей его в раствор.
Конструкция пеногенератора состоит из трех узлов:
- подающий модуль. В него заливается раствор пенообразователя. Эту функцию может выполнять любая емкость;
- преобразующий модуль. Квинтэссенция установки – преобразование пены;
- дозирующий модуль. Обеспечивает возможность подачи пены в раствор заданной плотности (определяется маркой пеноблока).
Схема пеногератора для производства пенобетона

Схема устройства пеногератора для изготовления пенобетона
Для изготовления пеногенератора понадобится: металлическая труба (2 заготовки), насос, шланги, вентили. А также сварочный аппарат. Более подробно комплектующие указаны в спецификации, которая сопровождает чертеж пеногератора.
Сборка пеногератора для пенобетона (схема-чертеж)
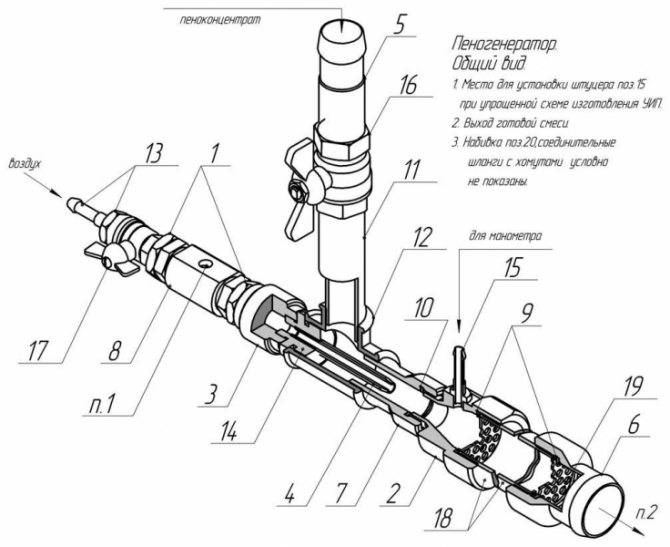
Чертеж пеногератора для пенобетона
Изготовление пеногенератора
Специфика заводской трубки пеногенератора в том, что вначале она имеет узкий канал, который затем расширяется. Такой прием позволяет увеличить скорость прохождения эмульсии по трубке. Тогда на выходе у нее будет максимально возможная скорость.
Статья по теме: Утепление пола пенофолом: особенности укладки
Изготовление камеры смешивания
К одной из заготовленных труб приварить два патрубка. Причем один из них (по которому будет подаваться воздух) целесообразно разместить с торца. А второй, предназначенный для подачи пенообразующей эмульсии приварить сбоку (под углом в 90°).
Оба входные патрубка (торцевой и боковой) снабжаются двумя вентилями:
запорный (позволяющий перекрыть подачу пенообразователя);
регулировочный (позволяющий отрегулировать параметры подачи, изменить напор, давление, количество и т.п.).
На практике, после того как отрегулированы параметры подачи смеси, регулировочными вентилями не пользуются.
Примечание. Диаметр бокового патрубка должен быть на 15-20% больше диаметра торцевого патрубка.
Изготовление пенопатрона
Ко второй заготовке трубы приваривается патрубок. Он предназначен для выхода готовой смеси. Выходной патрубок целесообразно оборудовать приспособлением в виде воронки для снижения скорости выхода смеси. В заготовку помещается фильтр. Назначение которого, преобразование эмульсии в пену. Можно приобрести готовый фильтр.
Но его функцию с не меньшим успехом могут выполнять металлические сеточки (ёршики) для чистки посуды.
При этом, спиральные не подходят, только проволочные. Эти сеточки нужно утрамбовать как можно плотнее по всей длине трубы пенопатрона. Чтобы частички сетки не вылетали вместе со смесью, на выход трубы устанавливается «Ерш», внутри которого установлена сетчатая шайба.
Соединение камеры смешивания и пенопатрона
Дальше нужно соединить камеру смешивания и пенопатрон. Естественно, сделать это нужно так, чтобы приваренные патрубки были размещены с противоположных торцов. Чтобы обеспечить увеличение скорости прохождения пенобетонной смеси по трубке, нужно между ними установить сопло Лаваля или шайбу-жиклер. Замена сопла на жиклер снизит КПД конструкции на 30-40%, за счет снижения скорости прохождения смеси через нее. Однако она дешевле, проще в установке и может быть использована как временный вариант. Место установки сопла или жиклера показано на схеме.

Схема пеногератора для пенобетона с использованием шайбы-жиклера
Соотношение размеров пеногенератора для пенобетона (глубина и входной диаметр)
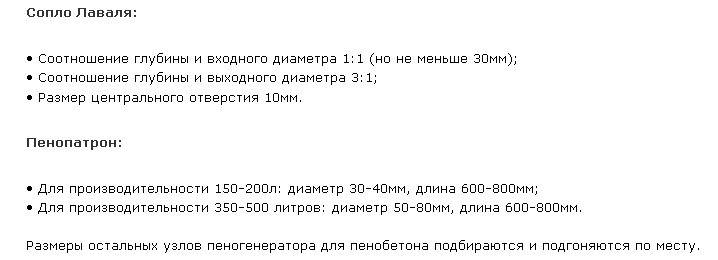
Соотношение размеров пеногенератора для пенобетона
Подключение компрессора к торцевому патрубку камеры смешивания
Для работы пригоден любой компрессор, который обеспечит давление в 6 атм. Использование компрессора с ресивером, редукционным клапаном и манометром позволит регулировать давление.
Материал подготовлен для сайта www.moydomik.net
3. Подключение емкости для пенообразователя к боковому патрубку камеры смешивания
Емкость устанавливается на пол, к ней крепится шланг, посредством которого пенообразующая эмульсия (пенообразователь плюс вода) будет подаваться в смеситель посредством движения через боковой патрубок. Установка небольшого насоса (обычного бытового «ручейка») позволит организовать более эффективную подачу пенообразователя в пеногенератор. Однако, в целях экономии, подача может быть организована и самотеком.
Статья по теме: Автоматические рулонные шторы: достоинства и недостатки, возможности управления
Изготовленный таким нехитрым образом пенообразователь для пенобетона обойдется намного дешевле, нежели покупной. А полученная пена ничем не будет уступать пене, полученной из заводского генератора.
Наполнители
В качестве наполнителей выступают песок, зола, другие вещества (трепел, драгомит и т п). Пенобетон марки 500 делают, исключая наполнители. Применение наполнителей тонкого помола возможно. Пеноблок плотнее отметки 600 кг / м3 изготовляется с использованием песка.
Песок
Чем мельче песок, тем качественнее пенобетон.
Должен отвечать ГОСТу 8736: кварц в составе должен превышать семьдесят пять процентов, домеси – меньше трех процентов. Песчинки должны быть как можно меньше. Их размер влияет на качество пенобетона – менее прочный, неравномерный пеноблок, сделанный из крупнозернистого песка. Используют песок из рек, оврагов – он промытый.
Зола
Может частично или полностью заменить песок в пенобетоне, около тридцати процентов цемента экономится. Во многих регионах используют золу-унос – отходы работы теплоэлектростанций. Повысит прочность пеноблоков на основе золы термовлажностная обработка.
Виды форм
Опалубку для такого строительного материала классифицируют по ряду признаков:
- Материалы. Формы для пенобетона изготавливаются из:
— древесины;
— фанеры;
— пластмассы;
— металла;
— пенопласта. - Параметры. Опалубочные конструкции изготавливаются под большие стеновые, пазогребневые или малые блоки.
- Конструктив. Основа делается разбирающейся либо цельной, со съемными перегородками. Первый вариант идеален в хранении и перевозке, потому что элементы не занимают много свободного пространства. Зато второй вид надежен в использовании.
Кроме того, опалубку определяют по изготовлению, разделяя на резательную или литую. Последняя отличается прочным каркасом, а для первого варианта необходимы перегородки, придающие нужные параметры.
Если организовано изготовление литых пеноблоков, но время от времени практикуется резка, нет нужды в приобретении дополнительных опалубочных элементов. Если не пользоваться перегородками, то получится оснащение для технологического процесса резательного типа.
Разновидности форм для пенобетона

Металлическая сборная опалубка для пенобетона
Опалубка для пенобетона классифицируется по нескольким признакам:
- По материалу, из которого она изготовлена – дерево, фанера, пластик, пенопласт, металл;
- По параметрам – для стеновых больших и малых блоков, для пазогребневых;
- По конструктиву – полностью разборные или цельная основа с мобильными перегородками. Первые очень просто хранить и перевозить, так как все элементы в разобранном виде занимают мало места, когда второй тип более надежен в эксплуатации.
Также опалубку для пеноблоков можно характеризовать по принадлежности к типу производства, а именно, литой и резательной. В первом случае, оснастка должна иметь формообразующие перегородки, когда для литой необходим просто надежный каркас.

Опалубка для забивки монолитного пенобетона и последующей его резки
Если у вас организованно производство литого пенобетона, то иногда практикуете резку блоков, не обязательно приобретать дополнительную опалубку для монолита. Если не ставить перегородки, то можно получить вариант оснастки для резательной технологии.
Чтобы блоки получались с точными параметрами, а весь процесс работы был максимально упрощен, необходимо подбирать формы для блоков, которые отвечают определенным требованиям.
Условия возведения
Конструкция представляет собой торцовую стену мансардного этажа, защищающая чердак от природных явлений (ветер, дождь, мороз). Самой распространенной формой фронтонов считают треугольную форму, но встречаются также трапециевидный, пятиугольный и многосложный вид, зависящие от проекта дома.
Фронтон может быть продолжением газобетонной стены или обустраиваться по каркасной обшивке, которая является стропильной частью крыши (алюминий, доска).
Стеновой фронтон более прочный, поэтому его, как основной вариант, используют гораздо чаще.
Фронтонная конструкция устанавливается с двух сторон дома. Она должна иметь геометрически правильные размеры с каждой стороны, тождественные друг другу, чтобы не было перекосов ската крыши.
Строительство фронтонов начинают от армированного монолитного пояса (мауэрлата), и всегда закрепляют анкерами по ходу возведения, в последнем ряду верхней стены. Основные правила к возведению всех газобетонных конструкций содержатся в СП 339.1325800.2017.
Главными особенностями фронтонов является то, что от них зависит:
- размер и конфигурация будущей кровли;
- прочность стены (продолжение конструкционной наружной несущей части);
- распределение нагрузки от крыши и мансарды;
- наличие окон на мансарде и чердачный вход.
Подходящие блоки
Требования ко всем блокам из ячеистых газобетонов определены рядом нормативов (ГОСТов):
- Р 57334-2016/EN 771-4:2011;
- 25485-89;
- 31360-2007;
- 12852.5-77;
- 21520-89;
- 12852.6-77;
- 27005-86;
- 31357-2007;
- 31359-2007;
- СН 277-80.
Из существующих видов наиболее предпочтительным для фронтона будет материал с маркировкой по плотности D500-D700 (и выше), конструкционного ряда, который относят к лучшим при возведении несущих стен.
Разные формы ячеистого бетона делят его на прямоугольные, с пазами, U-образные, с ручками. Для фронтонов могут быть использованы блоки со стандартными размерами по ГОСТу – 600 х 400 (300) х 200 (300) мм или 400 х 400 (300) х 300 мм.

Чтобы фронтонная конструкция была прочной, ее укрепляют распорками и перемычками. При этом каркас крыши делают максимально прочным и надежным. Требуемая толщина газобетонного блока является стандартной (для всех наружных несущих стен) – 375 мм.
Правильный расчет
Чтобы не ошибиться в строительстве, в заранее составленном проекте проводят расчет необходимых параметров, согласно которым соотношения параллельных сторон должны быть тождественными. При проведении самостоятельных расчетов учитывают следующие параметры:
- Высота. Представлена расстоянием от основания конструкции до верхней ее точки. Данный показатель всегда вносят в проектную документацию.
- Ширина. Показывает расстояние по основанию конструкции — в наиболее широкой части.
- Угол ската крыши. Для его определения можно воспользоваться таблицей фотографии ниже, созданной по нормативным требованиям. Чтобы узнать его значение, нужно отмерить 1 м от края фронтона и высоту ската – это и будет углом наклона:
- Площадь треугольника. Определяется по стандартной формуле: высоту перемножают с шириной и делят на 2. Если присутствует несимметричность скатов, то площадь каждой половинки рассчитывают отдельно, а затем суммируют. Основная формула расчета фронтона: S= L /2 х H, где: L – основание треугольника (ширина постройки), H – высота Пользование формулой показано на картинке ниже:
- Площадь фронтона-трапеции. Здесь высоту перемножают со средней линией (половина сумм длин по верхнему и нижнему основаниям). Дополнительно вычисляется площадь треугольной области верха по формуле, описанной в предыдущем пункте. Полученные суммы складываются между собой, и получают значение точной площади конструкции.
Готовим смесь
Вообще, бизнес по изготовлению пеноблоков предусматривает две технологии производства: с использованием парогенератора и баротехнологии.
Баротехнология
Бароустановка – быстрый и недорогой способ производства
Цена при изготовлении стройматериалов по данной технологии заметно ниже. Вам не потребуется высокотехнологичное и дорогостоящее оборудование – именно поэтому данный способ изготовления является наиболее популярным.
По своей сути, баротехнология заключается в том, что в небольшой смеситель загружаются все основные элементы для приготовления пенобетона: пенообразователь, пена, песок, цемент и вода, воздухововлекающие добавки и ускорители твердения.
После загрузки компонентов в смеситель подается воздух, и вся смесь активно перемешивается. Готовый раствор под давлением поступает в специальные формы, в которых пенобетон увеличивается в объеме и приобретает привычные нам очертания.
Плюсы данной методики изготовления
Достаточно низкие затраты на производств одной единицы продукции, что в свою очередь позволяет сделать ваши блоки более дешевыми и востребованными. Процесс изготовления материалов по баротехнологии очень прост и не требует от специалиста каких-либо запредельных знаний. Открыть небольшое производство пеноблоков для строительства можно даже у себя в гараже!
Минусы
- На выходе получаются пеноблоки невысокого качества (их прочность значительно ниже из-за использования большого количества воды);
- Их структура состоит из крупных пор, что также влияет на прочность и несущие способности возводимых стен из такого материала;
- Пластифицирующие добавки и синтетические пенообразователи негативно сказываются на экологичности материала.
Производство блоков с использованием пеногенератора
Удобный и компактный пеногенератор (см. фото)
Данная технология позволяет замешивать пенобетонную смесь в правильной и предельно точной дозировке, что сразу же бросается в глаза – материал получается качественным и прочным.
Суть данного способа изготовления пеноблоков предельно проста: при помощи специальных дозаторов в смеситель начинается подача сухих компонентов (песок и цемент). Затем, дозаторы подают химические добавки и жидкие компоненты. После того как все ингредиенты попадают в смеситель, начинается подача технической пены, которая тщательно смешивается с раствором.
Для того чтобы создать качественные блоки, необходимо воспользоваться регулятором времени работы пеногенератора – именно так вы сможете установить подачу необходимого количества пены. Далее, готовая смесь разливается под компрессорным давлением в место укладки или заранее приготовленные формы.
Поры небольшого размера – залог прочности кирпича
Благодаря тому, что весь процесс автоматизирован, вы можете в точности регулировать дозировку и насыщение — производство блоков выходит на совершенно новый уровень.
Изготовление пеноблоков
Плюсы
- Самый главный плюс – высокое качество продукции, которое наверняка оценят ваши клиенты. Благодаря тому, что пена производится заранее, блоки получаются более прочными, с правильной структурой и без крупных воздушных пор;
- Экологичность готового материала – при изготовлении пеноблоков используются натуральные белковые пенообразователи.
Минусы
- Высокие цены на оборудование и организацию производства шлакоблоков в целом;
- Высокие показатели себестоимости одной единицы товара, что в конечном счете приводит к реализации пеноблоков по высокой цене.
Установка может быть мобильной
Профессиональное оборудование для производства
Решив заняться изготовлением пеноблоков в домашних условиях, следует обратить внимание на мини-заводы или стационарное конвейерное оборудование. Первый вариант включает в свой комплект бетоносмеситель с переходниковым элементом, компрессорную и парогенераторную установки, дозатор и рабочее основание (платформу)
Во время работы такого завода готовая масса раствора раскладывается в формы вручную, схватывается, достается и направляется в автоклав. Окончательно высохнув, блочный материал готов к применению. Такая линия по производству пеноблоков поставляется на строительную площадку цельным комплектом. Монтируется она без особых проблем, в пусконаладочных работах не нуждается
Первый вариант включает в свой комплект бетоносмеситель с переходниковым элементом, компрессорную и парогенераторную установки, дозатор и рабочее основание (платформу). Во время работы такого завода готовая масса раствора раскладывается в формы вручную, схватывается, достается и направляется в автоклав. Окончательно высохнув, блочный материал готов к применению. Такая линия по производству пеноблоков поставляется на строительную площадку цельным комплектом. Монтируется она без особых проблем, в пусконаладочных работах не нуждается.
В процессе производства блоки получаются среднего качества. К большому минусу такого оборудования относят большой расход пенообразующего состава. Чтобы получить продукт с оптимальными показателями, следует внимательно соблюдать рецептуру. Неправильный подбор компонентов повлечет за собой понижение качества окончательного продукта.
Стационарная конвейерная линия отличается от небольших заводов большим показателем мощности. Она может функционировать круглые сутки, достигая показателя производительности до пяти – двенадцати кубометров материала в час.
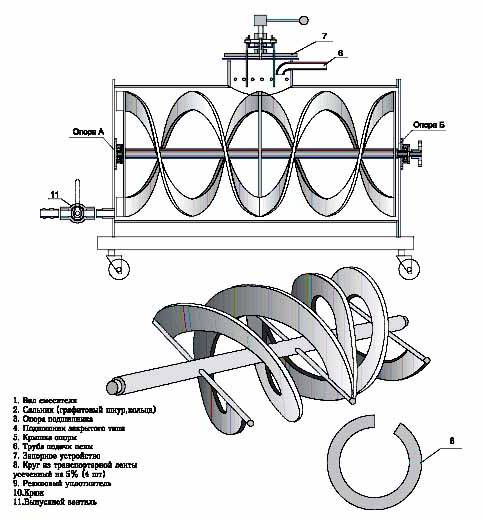
Как правило, такие линии имеют следующие агрегаты:
- смеситель, дополнительно оснащенный насосной установкой и пневмотическим затвором;
- пеногенераторное устройство с компрессором;
- водный дозатор, оснащенный автоматикой для комфортного управления;
- дозатор, распределяющий вяжущие компоненты;
- транспортерные ленты для песка и цемента;
- пульт для осуществления общего управления;
- вибросито.
Приготовление пенобетонной смеси
На сегодняшний день для приготовления пенобетонной смеси используют две технологии: баротехнология и использование парогенератора.
Баротехнология
Баротехнология – это более дешевый способ производства пенобетона. Данный способ производства не требует приобретения дорогостоящего оборудования и поэтому он очень распространен на многих малых производствах. Суть баротехнологии заключается в том, что в смеситель подаются основные компоненты пенобетона: цемент, вода, песок, пенообразователь, ускорители твердения, воздухововлекающие добавки (иногда). Далее в смеситель подается воздух и все компоненты активно перемешиваются. Потом полученный раствор под давлением поступает в литьевые формы, где пенобетонная смесь увеличивается в объеме и приобретает окончательную форму.
Плюсы данной технологии:
Низкая себестоимость производства единицы продукции и как следствие низкая (конкурентная) цена продажи блока. Процесс производства по баротехнологии прост и не требует больших капитальных вложений. Небольшое производство можно открыть чуть ли не в «домашних» условиях.
Минусы данной технологии:
Выгодно ли такое мероприятие? И как правильно организовать свой «пенобизнес»?
Скажем сразу, пенобетон имеет и свой недостаток, состоящий в небольшой прочности и малой сопротивляемости. Именно по этой причине, как вы могли заметить выше, его не используют для построек здания больше, чем в три этажа, а так же в качестве несущей стены. Тем не менее, это нисколько не умаляет достоинств этого материала. Но почему изготовление пеноблоков — это выгодно? Давайте попробуем разобраться.
Откровенно говоря, спрос на материал растет сильнее с каждым годом. В наше время предпочитают строить сверхбыстро, при этом практически без видимых затрат. И пенобетонный строительный материал может все это с легкостью дать. Это означает, что высока и конкуренция в данном деле. Если вы собирайтесь организовать производство пеноблоков в домашних условиях, знайте, что при правильной организации дела прибыль потечет в ваш кошелек уже через 8-9 месяцев.
Для реализации своего производства необходимо снять в аренду теплое производственное помещение. Данное помещение должно быть достаточным по метражу для размещения производства, складирования материалов и готовой продукции.
Однако в производстве пеноблоков рентабельность хоть и неоспорима, в идеале вам следует подыскать клиентов еще до производства первой партии. Сделать это можно воспользовавшись:
- строительными рынками и организациями;
- он-лайн сервисами и форумами;
- газетными объявлениями;
- использовать рекламу. Если вы живете в каком-либо районном центре, как вариант, разместить возле проезжей части баннерную завлекающую рекламу.
Запускать бизнес нужно в определенный сезон. Для активной продажи пенобетона — это весна. Именно в это время года люди начинают переходить от плана строительства помещений к его осуществлению.
Если вы хотите много заработать на пенобетоне, и при этом не находиться в вечных в поисках клиента, производство пенобетонных блоков у вас должно совмещаться с частным строительством. В этом деле найти клиентов куда более проще. В любом случае, даже после некоторого времени задумайтесь об расширении своего мини-бизнеса.
Условно способы получения пеноблоков делятся:
- Классика. Изготавливается пеногенератором, после чего замешивается с цементным раствором и водой, выливается в форму и застывает;
- Сухая технология. В ней не используется вода, зато пеногенератор активно создает пену, так и получается пеноблок высокой плотности;
- Баротехнология. Используется для обширного производства материала со специальным дорогостоящим оборудованием.
Оборудование для изготовления пеноблоков позволяет осуществлять создание материала двумя способами:
- Литье;
- Резка.
При литье используются каркасные формы, где смесь высыхает, затвердевает и приобретает рентабельный вид. Данный способ является наиболее дешевым, потому что вам не нужно будет дополнительно покупать распиливающий станок, просто купите формы и смазку к нему, вот и все. Но при таком способе повышен процент изготовления брака и присутствует сравнительно небольшая точность размеров.
Резка обладает большими достоинствами качества, если сравнивать с литьем. Именно этот способ применяют бизнесмены строительной индустрии. Хотя дополнительно потребуется распилочный станок, все же в будущем вы значительно сэкономите на смазке и отсутствии брака. Но такой способ значительно увеличивает время изготовления стройматериала.
Формы для пеноблоков своими руками
Формовочная емкость может быть изготовлена из любого
материала: фанеры, металла, пластика. Главное требование, материал не должен
деформироваться в процессе заливки раствора.
Изготовление формы предполагает прохождение двух этапов:
- расчет формы для пенобетона;
- изготовление формы для пенобетона.
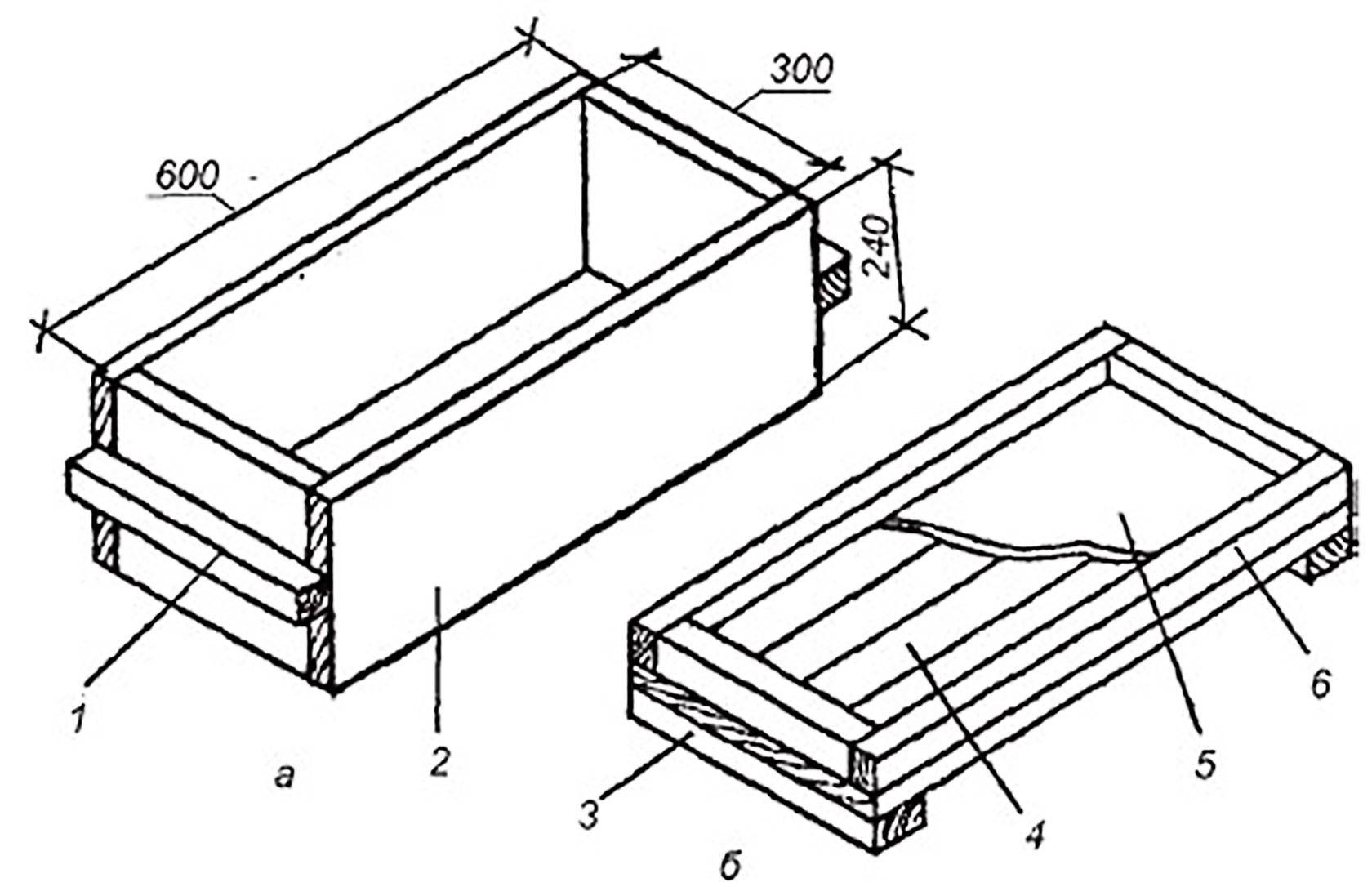
Как правильно рассчитать размер формы для пеноблоков?
Строительные блоки (стеновые) обычно производятся в таком
соотношении (пропорции) длина : ширина : высота – 4 : 2 : 1. Такое соотношение
является оптимальным, поскольку позволяет выполнить перевязку рядов кладки без
подрезки блоков. Таким образом, если глубина формы 150 мм, то ее ширина и длина
будут соответственно равна 300 и 600 мм.
Для частного производства пенобетонных блоков, целесообразно
использовать форму, позволяющую одновременно изготавливать до 30 пеноблоков.
Обратите внимание, длина формы будет длиннее, чем суммарная
длина блоков. Это обусловлено тем, что перегородки в форме имеют определенную
толщину
Примечание. Лучше устанавливать перегородки таким образом,
чтобы плоскость наибольшей площади оказалась сверху. Таким образом,
обеспечивается более быстрое высыхание блока и равномерный набор прочности
пенобетона. По этой же причине не рекомендуется делать многоуровневые формы.
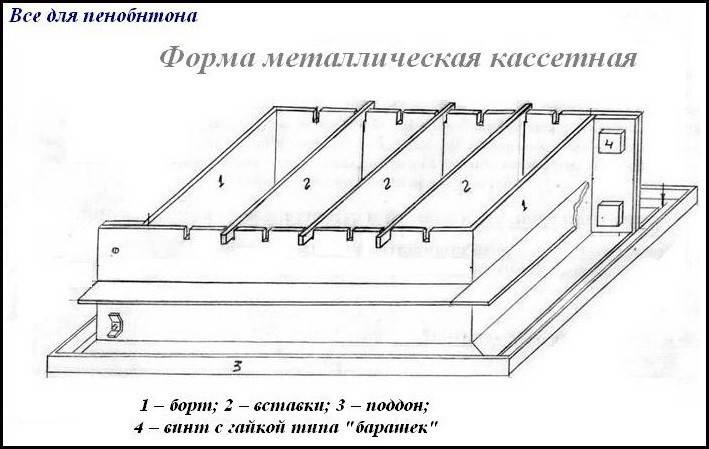
Как сделать формы для пеноблоков своими руками?
Процесс изготовления формы начинается с устройства дна. К
нему жестко крепятся боковые стенки и устанавливаются разъемные внутренние
перегородки.
Мастера советуют делать форму для пенобетонных блоков
разборной. Такой прием позволит варьировать размеры блоков. По этой же причине
перегородочные пластины не следует сваривать между собой. Лучше сделать в них
разрезы до половины ширины и соединить через них.
Если используется фанера в качестве материала для
изготовления опалубки, то нужно крепить перегородки гвоздями. Уголки, распорки и
т.п. отпечатаются на готовом блоке. Это не нанесет ему вреда, но и красоты не
прибавит.
Совет. Лучше применять ламинированную фанеру.
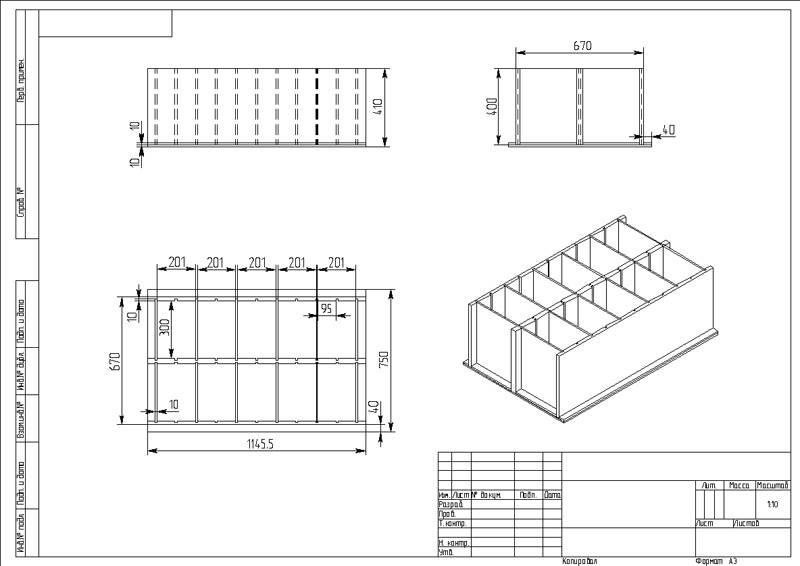
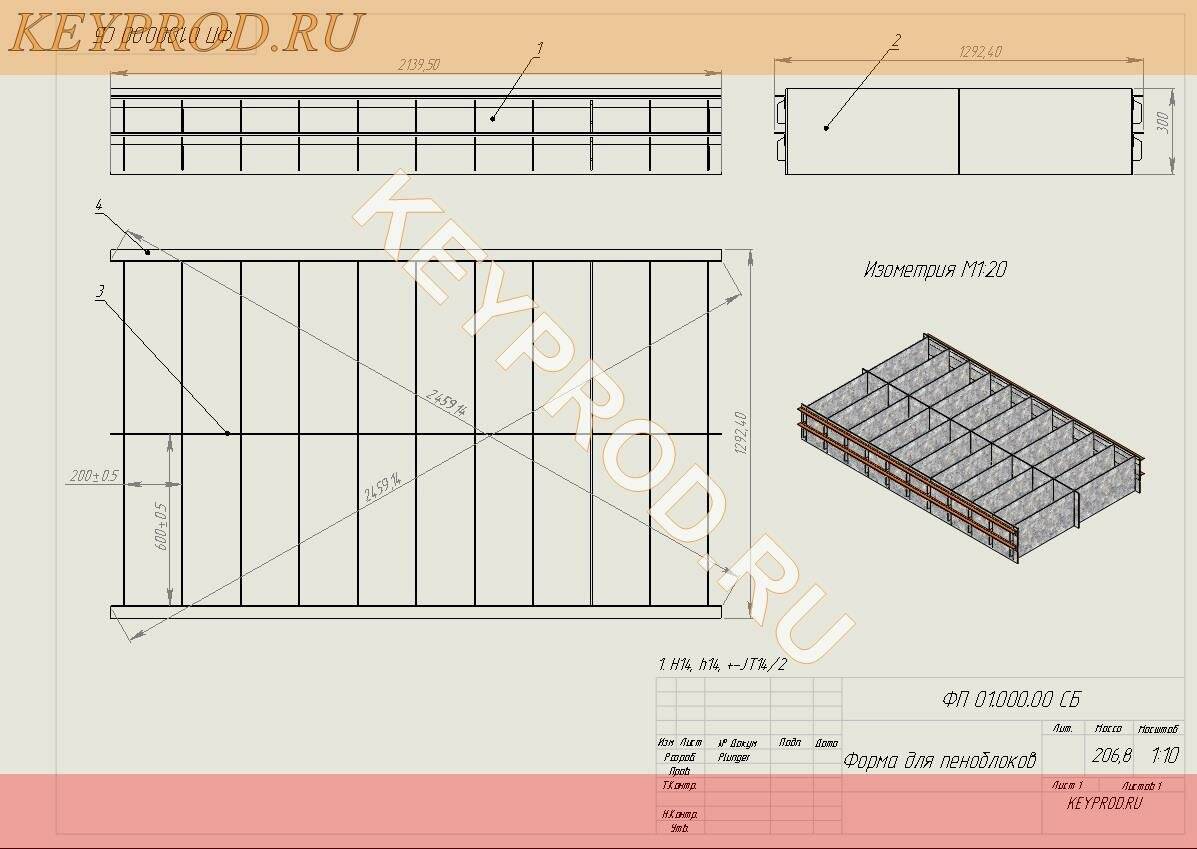
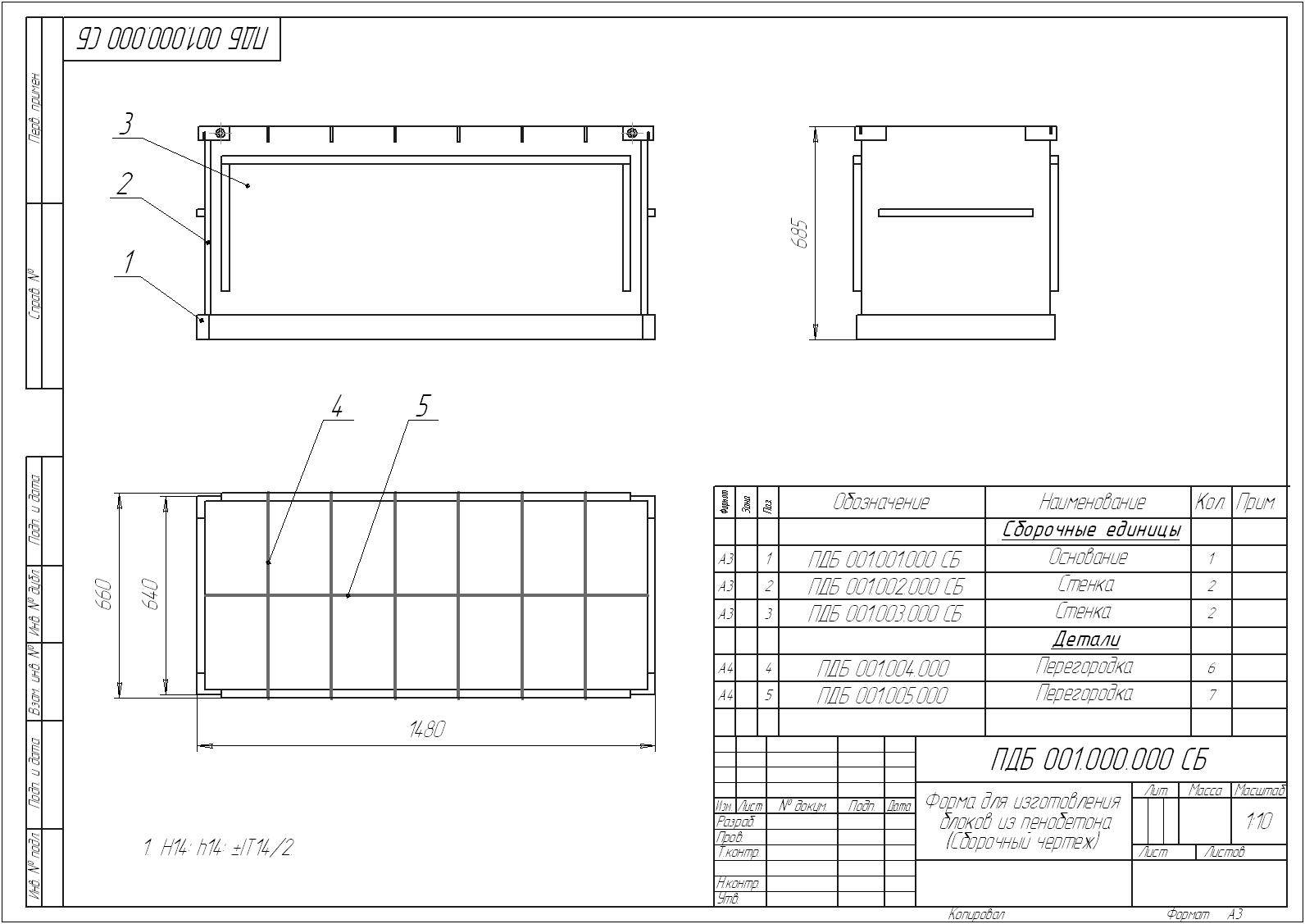
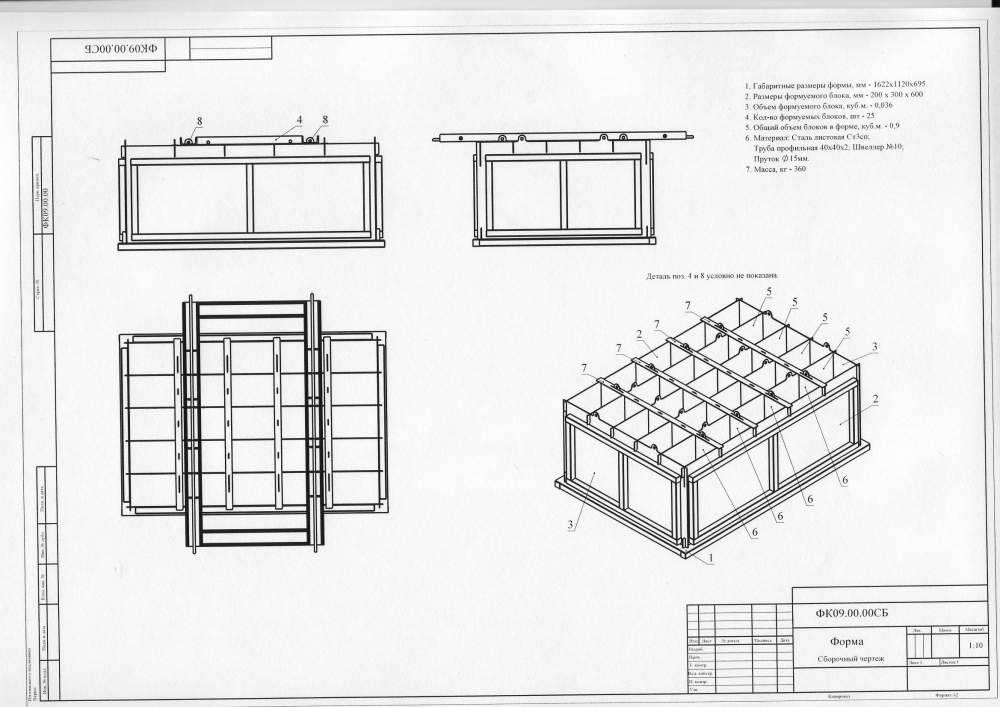
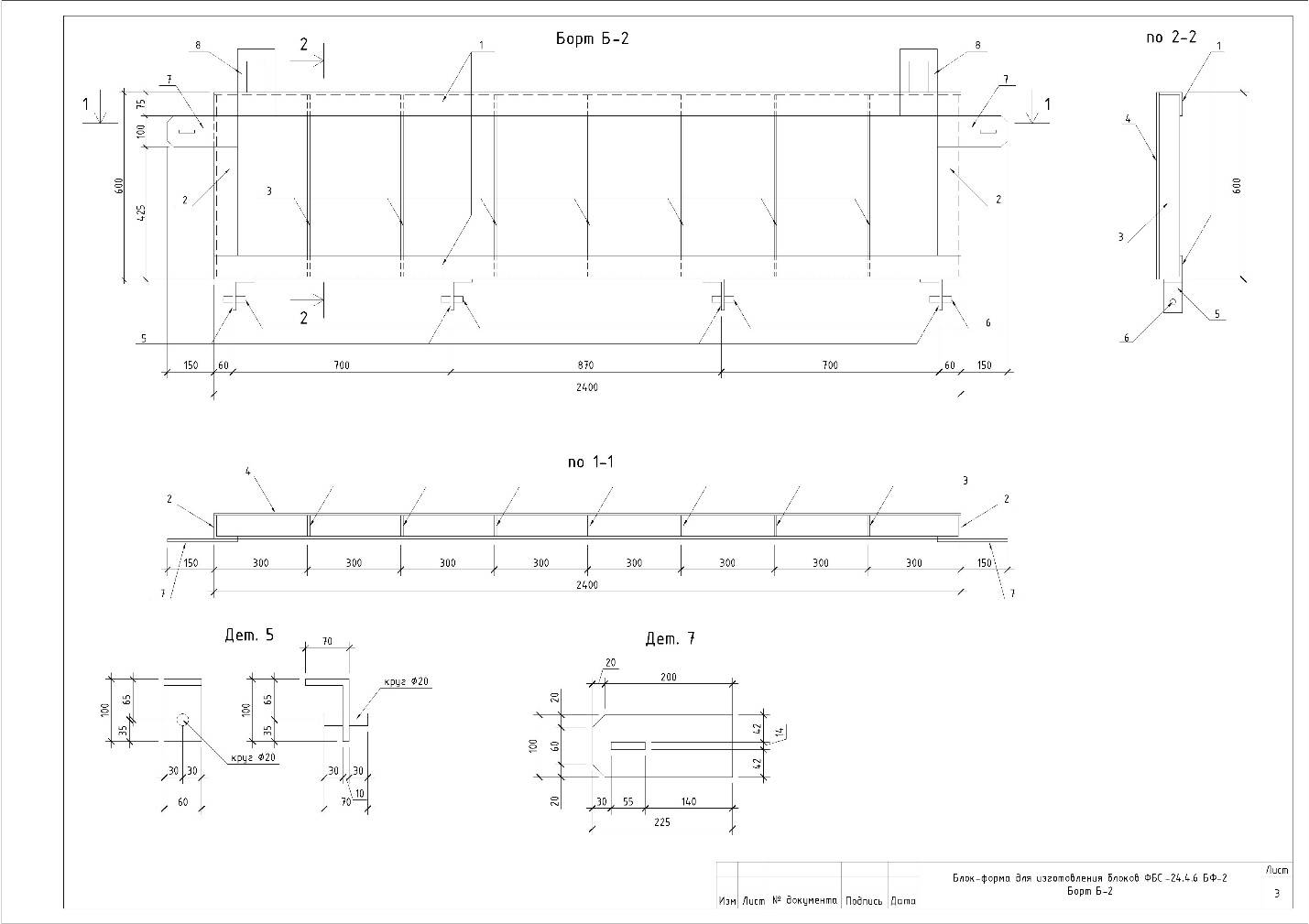
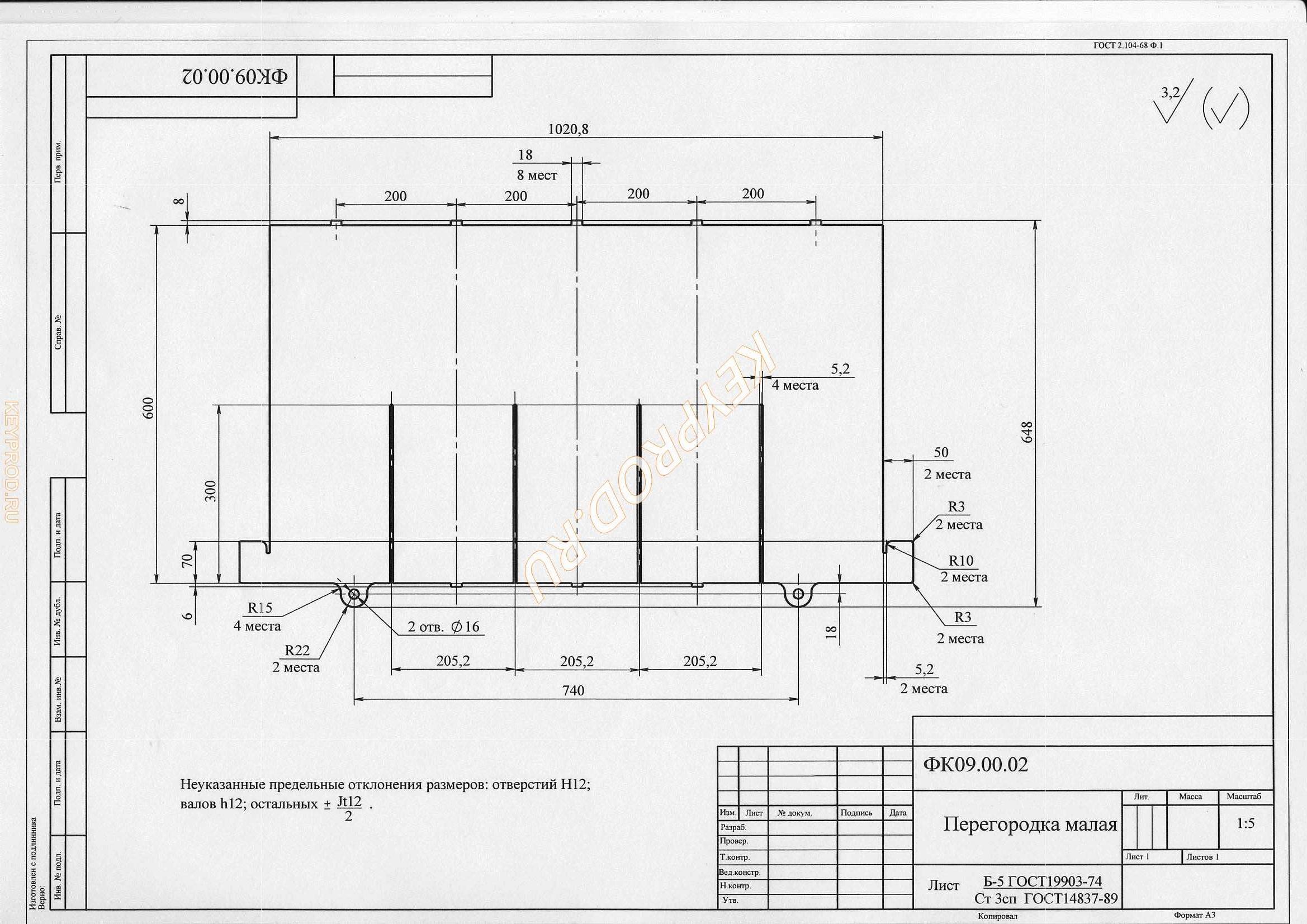
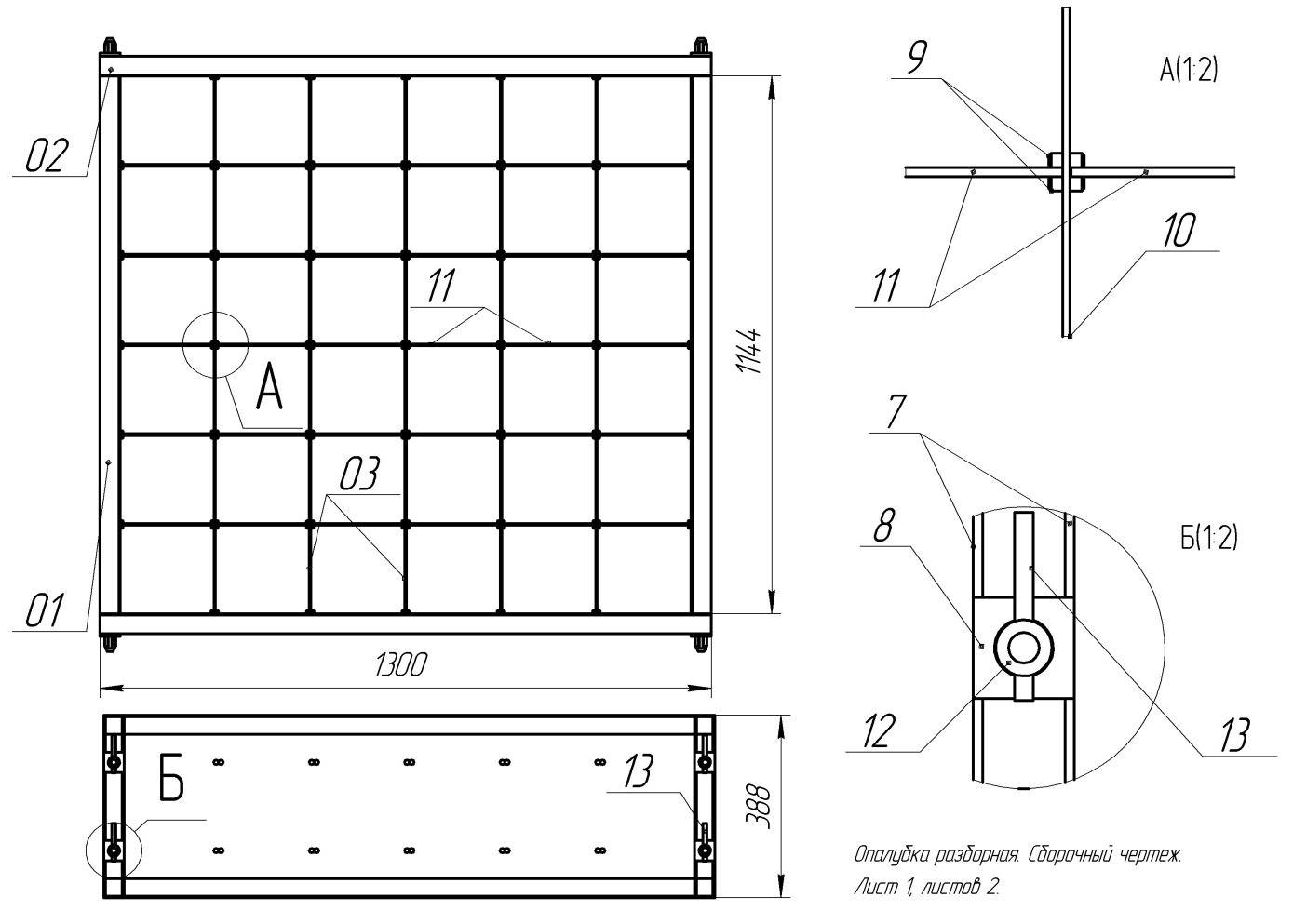
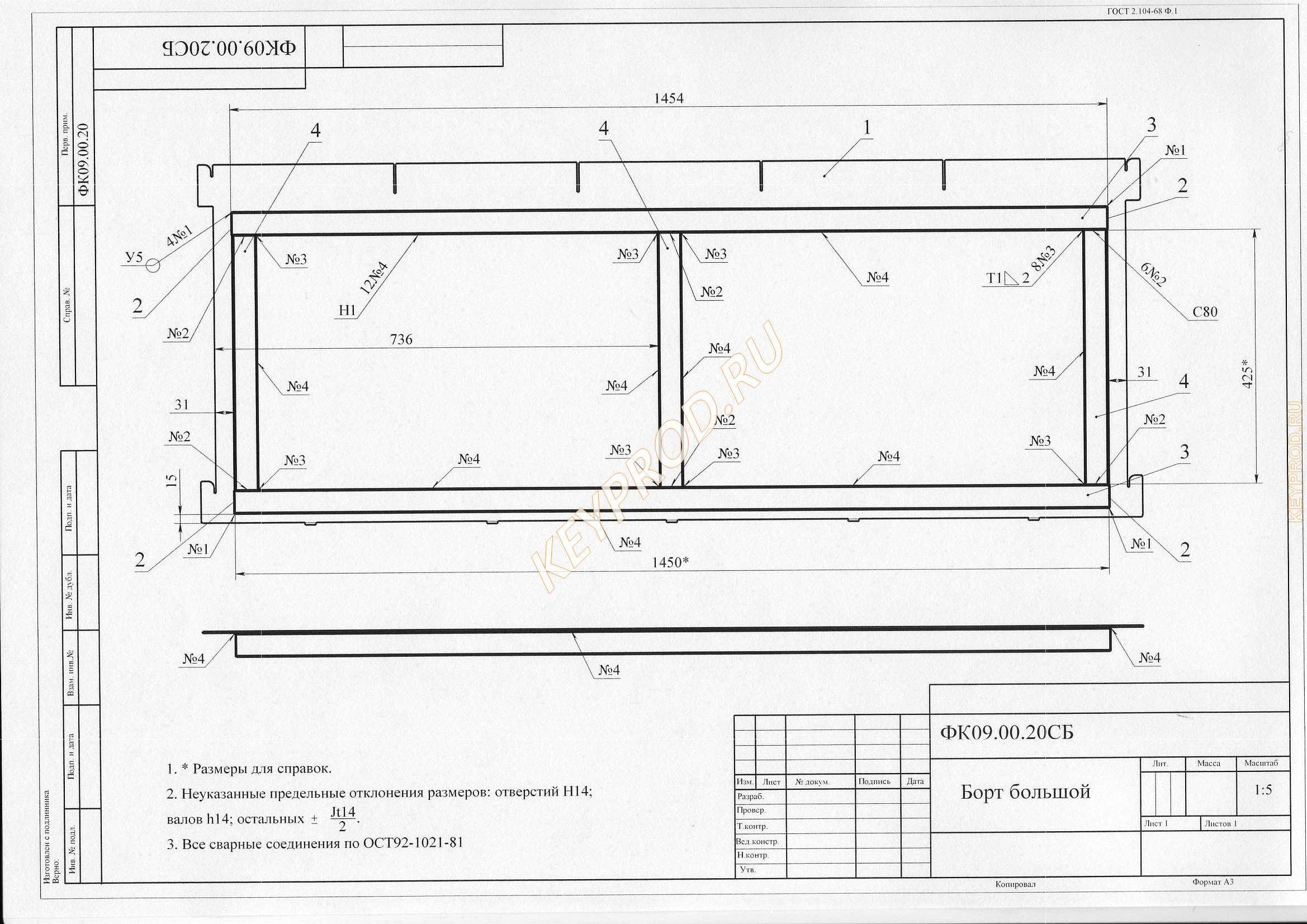
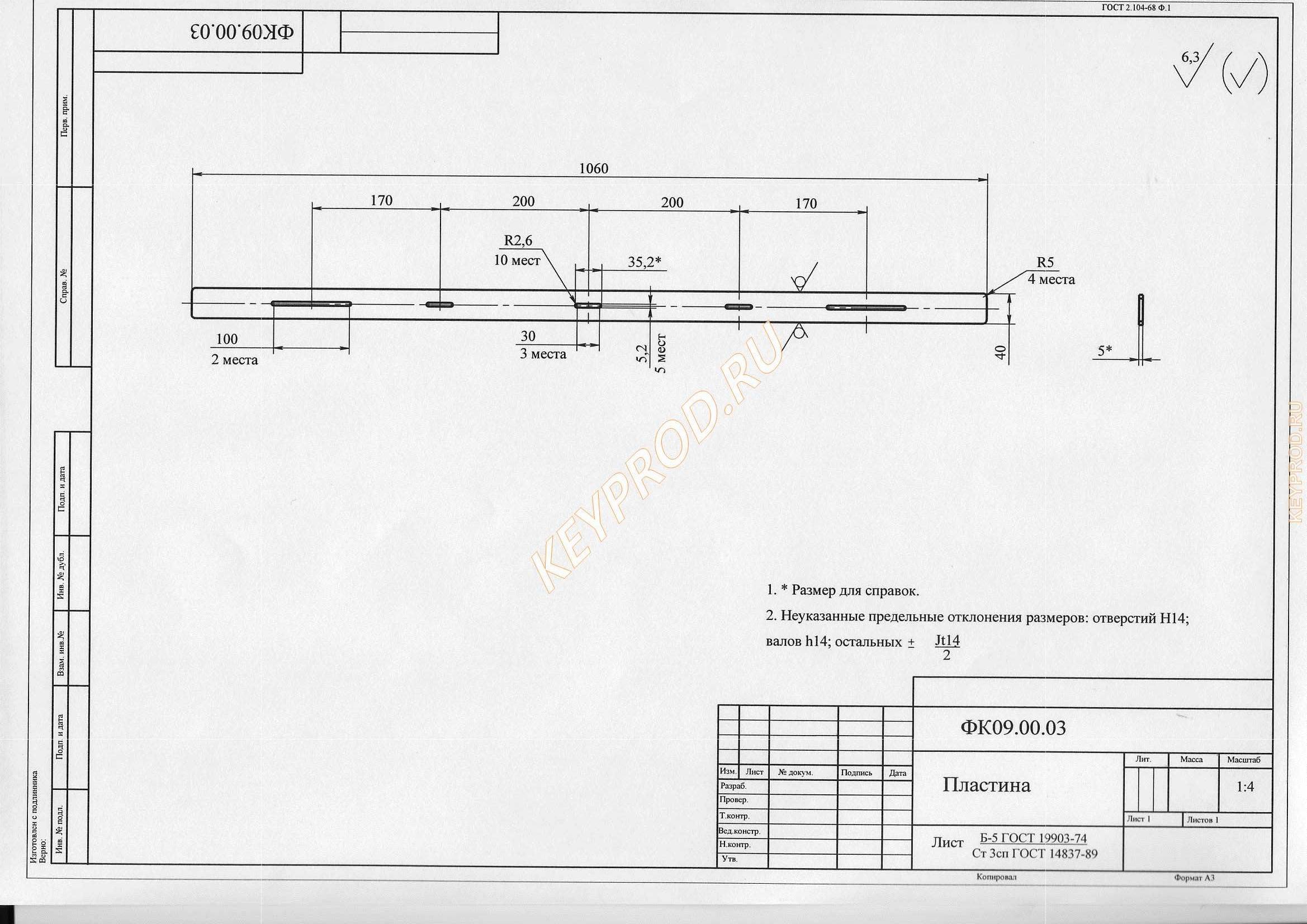
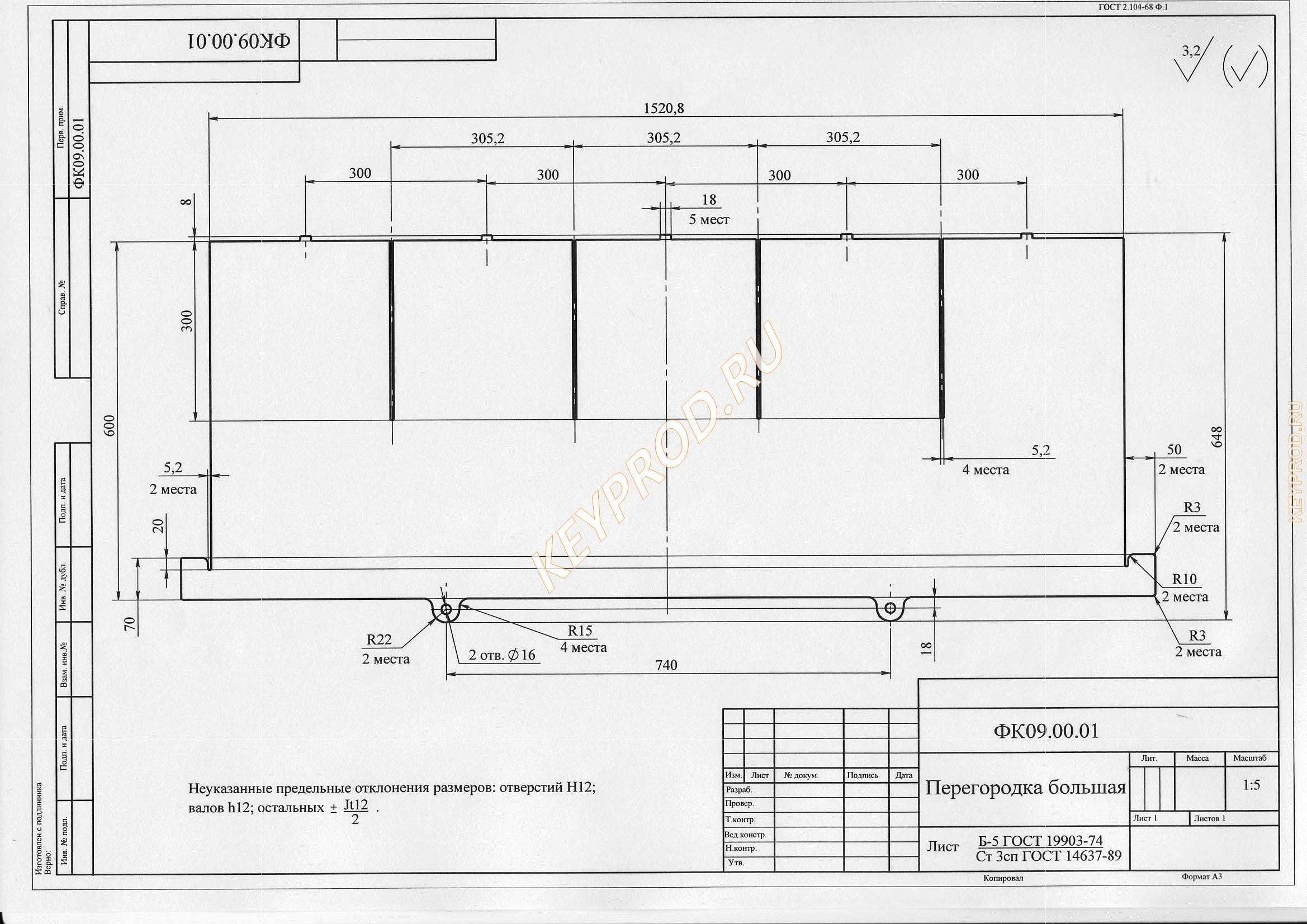
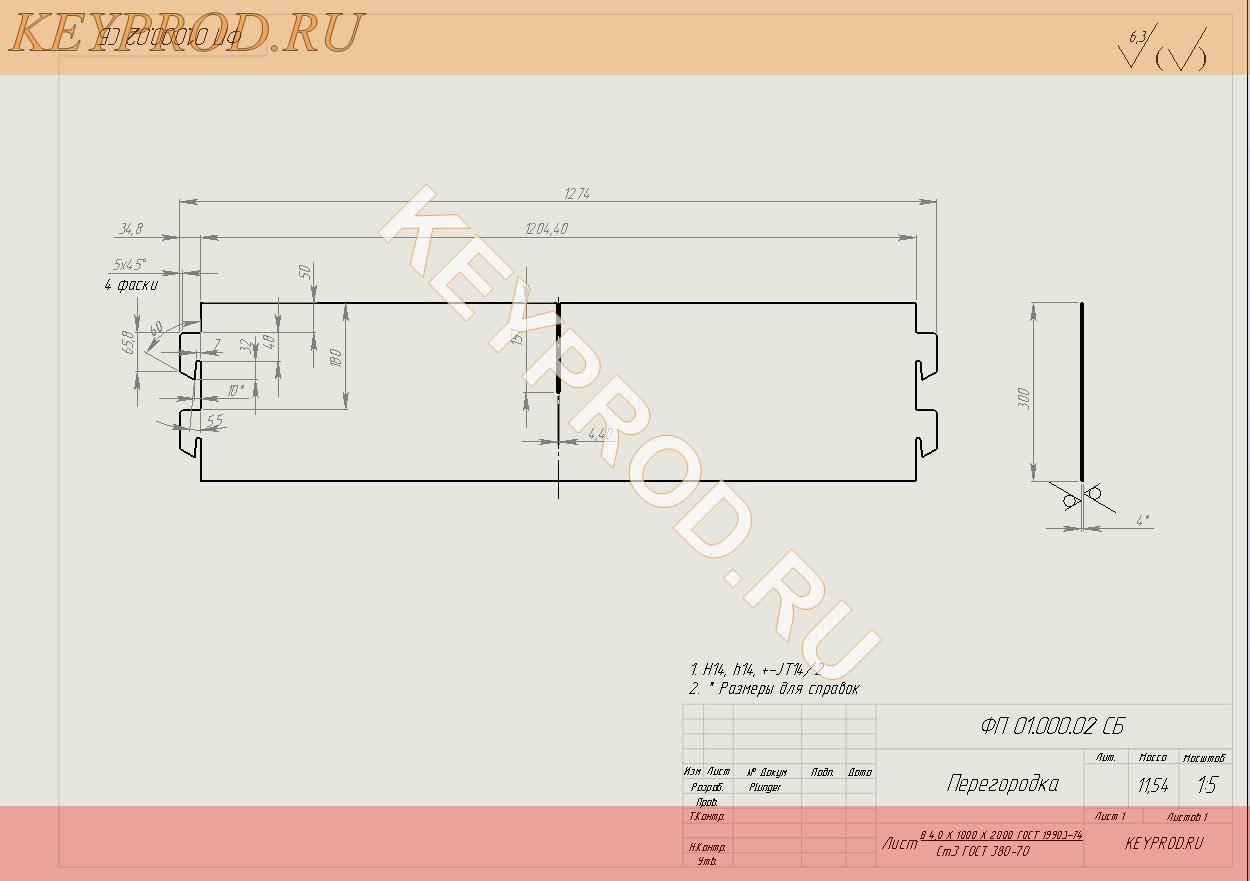
Схема-чертеж формы для пеноблоков и внешний вид показаны на
рисунках.
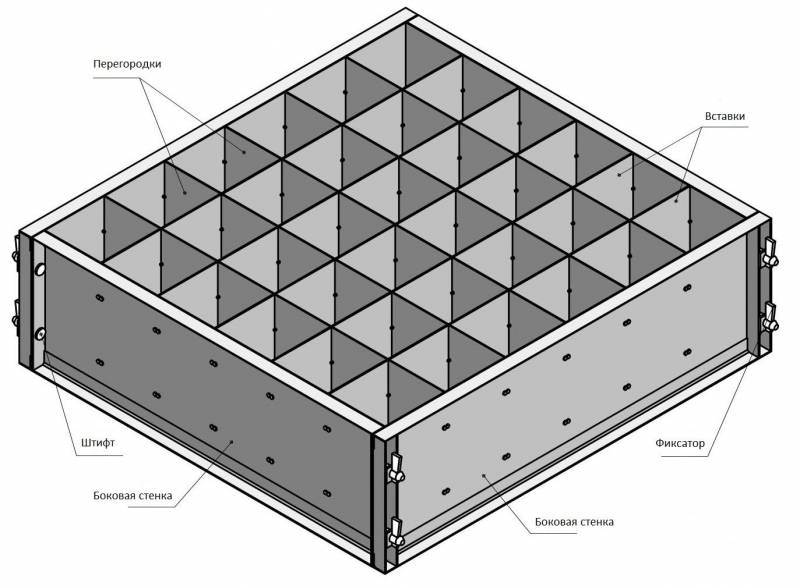
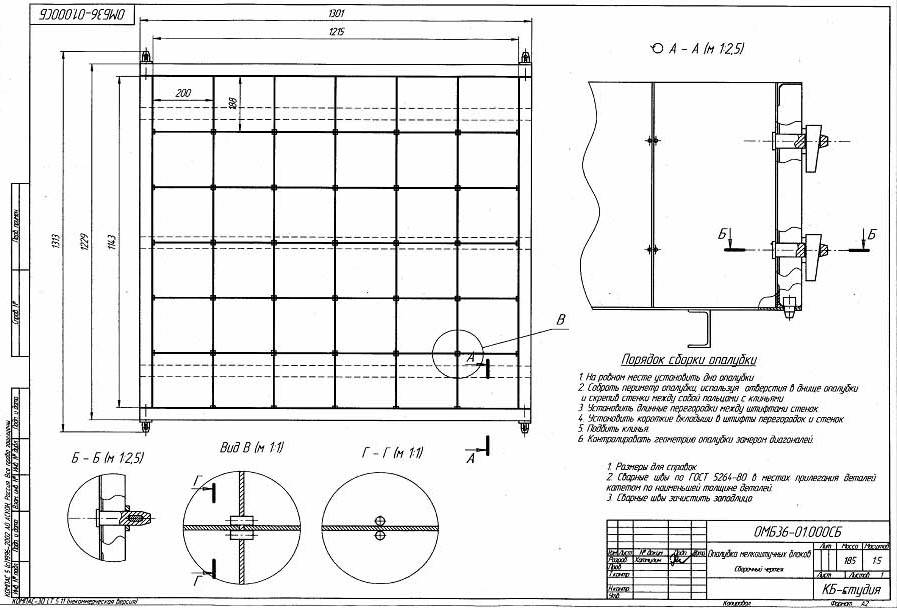
Схема-чертеж формы для пеноблоков
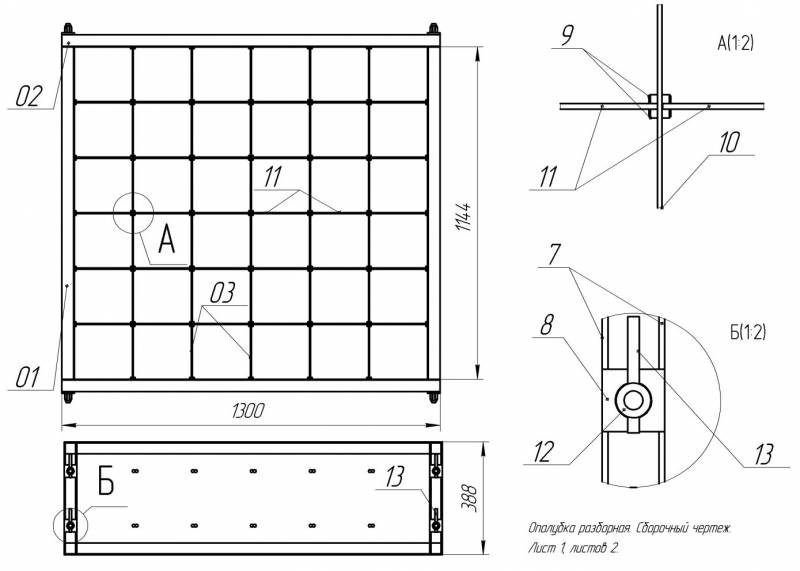
Схема-чертеж формы для пеноблоков (размеры элементов опалубки)

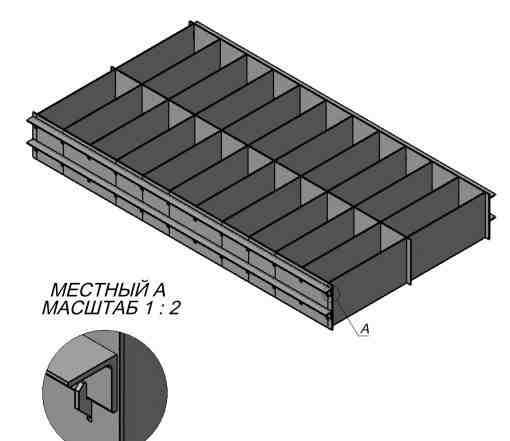
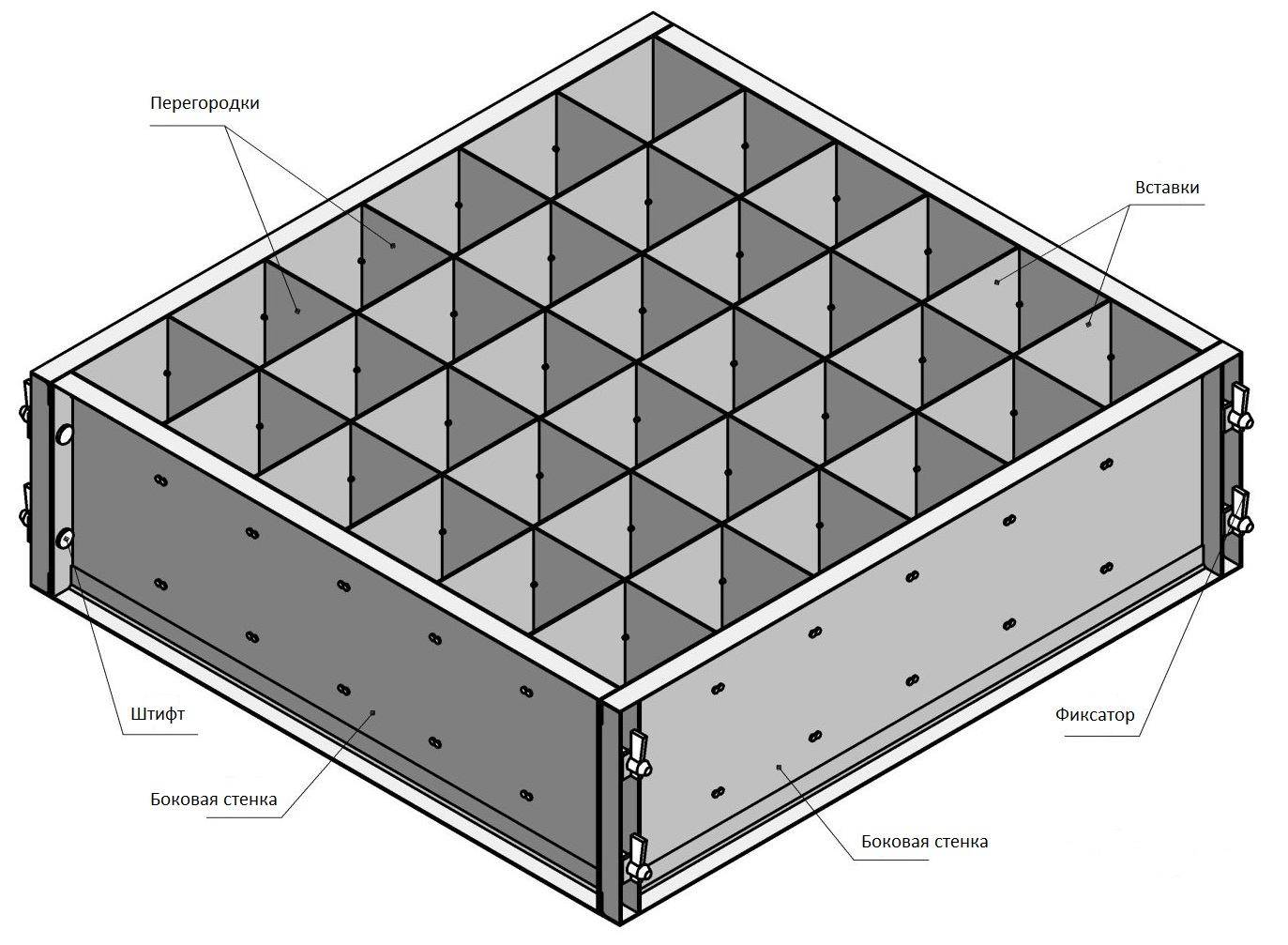
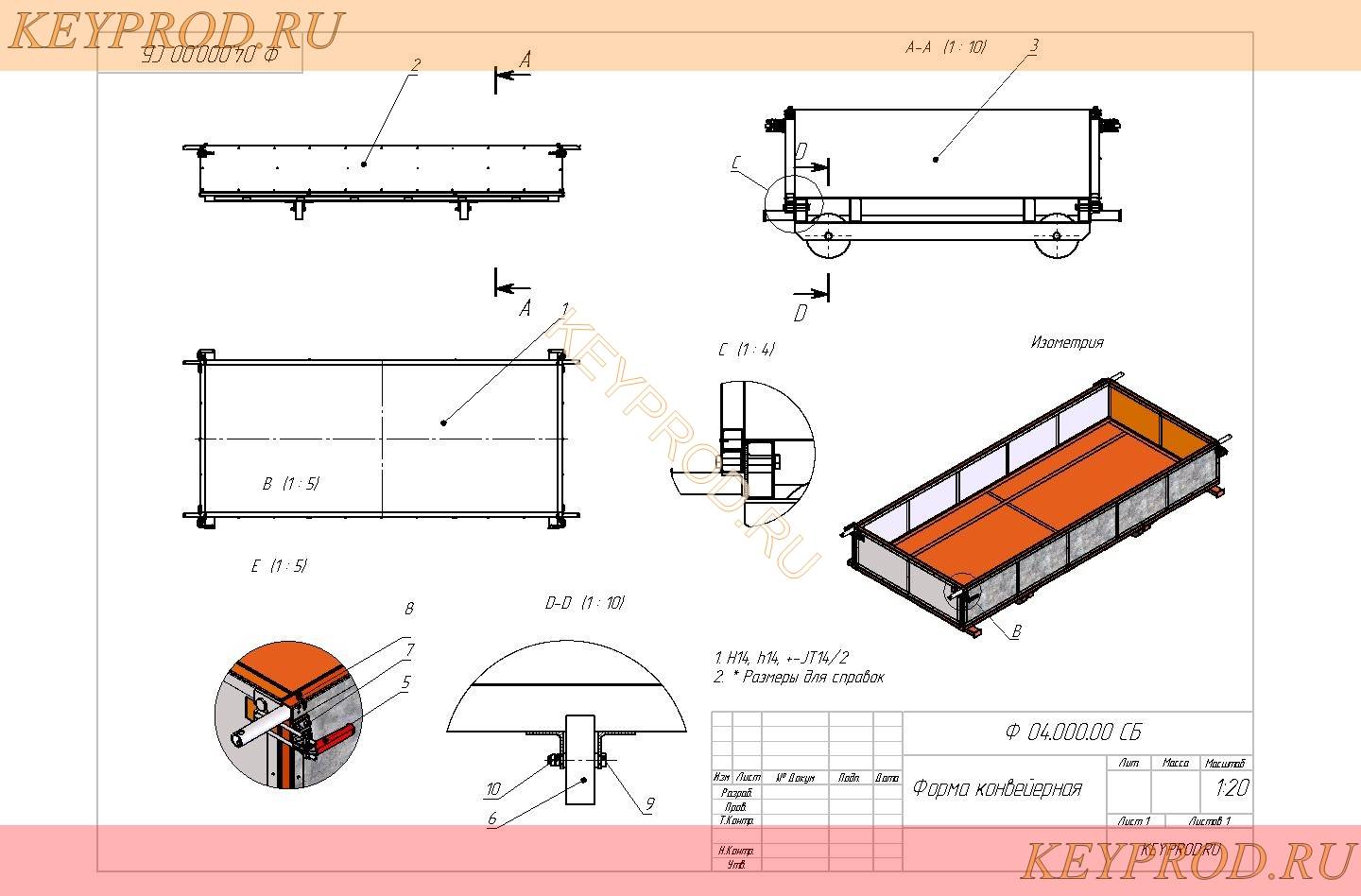
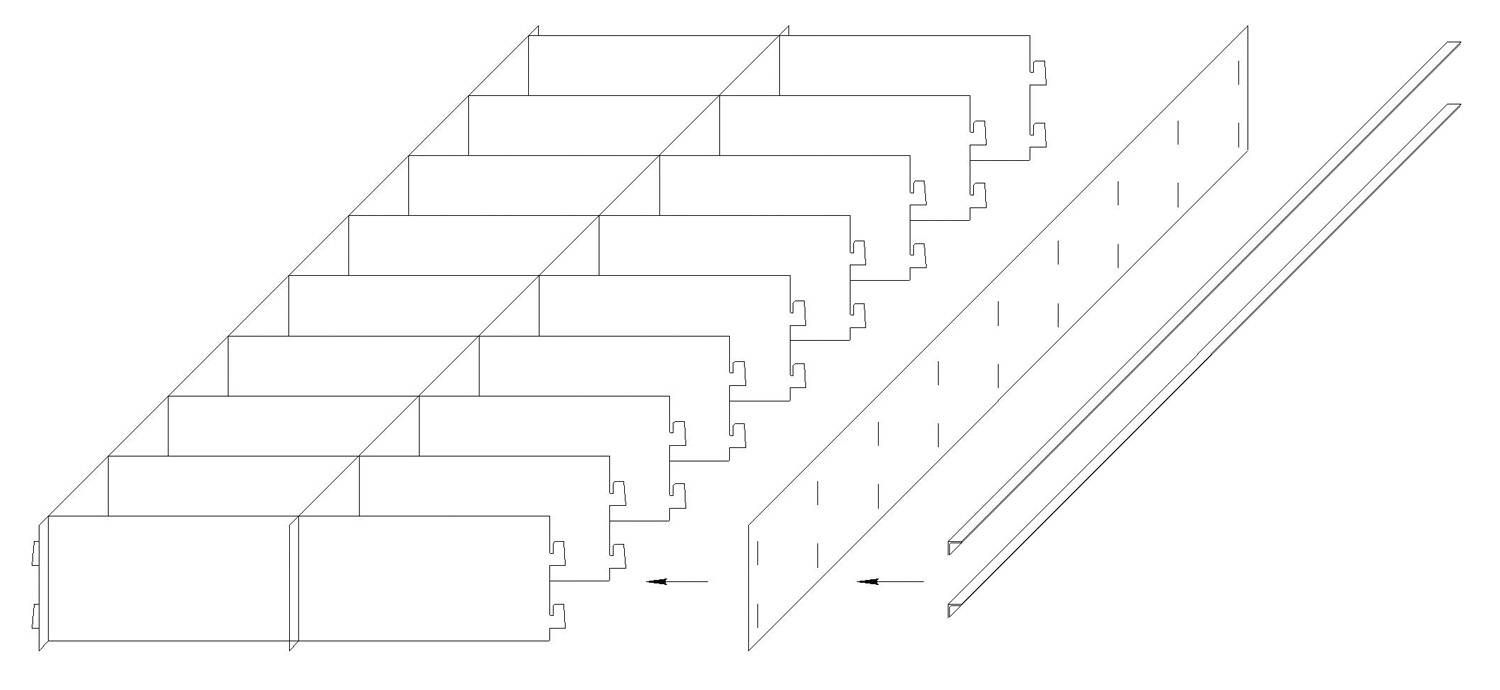
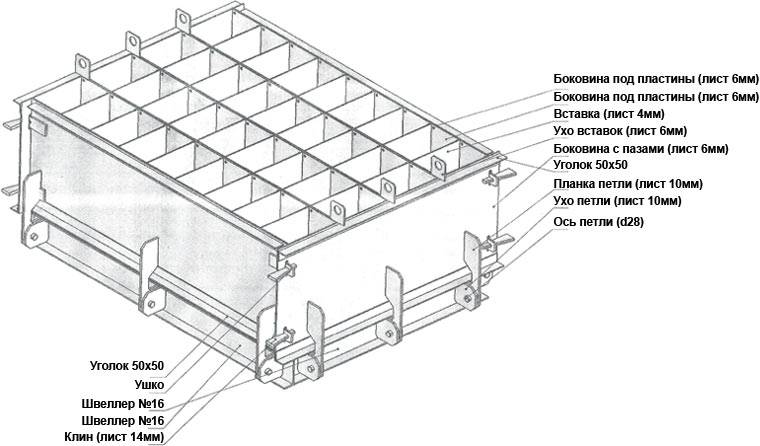
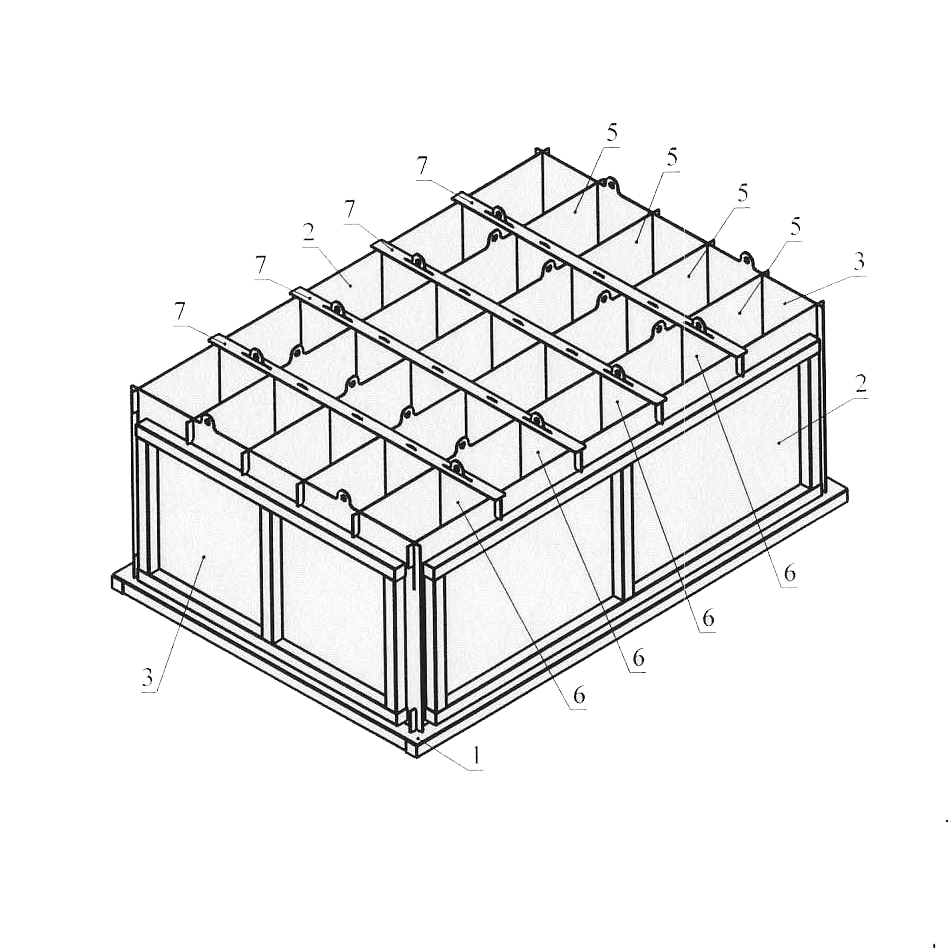
Металлическая опалубка (форма) для производства пеноблоков

Сборка формы для производства пеноблоков
Преимуществом самодельной формы является возможность
получения пеноблоков нестандартной длины или конфигурации.
Примечание. При изготовлении формы из фанеры, перед заполнением
бетоном ее нужно затянуть прочной пленкой. В противном случае, фанера потянет
влагу из сырого раствора, что повлечет деформирование формы и искажение
характеристик пенобетона. Использование пленки упрощает также процесс
расформовки блоков.
Краткий бизнес-план производства пеноблоков
Рассчитаем экономическую эффективность организации мини-производства пеноблоков, с объемов выпуска 330 м3 пеноблоков в месяц (22 рабочих дня) или 15 м3 за смену.
Исходные данные:
- Производительность в смену – 15 м3;
- Количество рабочих дней (смен) в месяц – 22;
- Производственные площади – 500м2, стоимость аренды – 50 тыс. рублей в месяц.
Итого стартовые вложения на открытие мини производства пеноблоков составят 421 тыс. рублей.
Расходы материалов на производство 1м3 пенобетона
Итого расходы материалов на производство 1м3 пеноблока составляют 1590,13 рублей.
Вывод: Чистая прибыль по итогам месячной работы предприятия по производству пеноблоков составит 406,4 тыс. рублей. Рентабельность производства при таких показателях составляет 60%, а срок окупаемости оборудования составляет всего 1 месяц. Такие показатели возможны при условии 100% реализации всей произведенной продукции, а это 330 м3 пеноблоков месяц.
Вывод
Изготовление пеноблоков – прибыльное дело
Если вы решили открыть свой бизнес по изготовлению строительных пеноблоков, решайте вопрос, исходя из вашего бюджета. Самым экономичным, как было сказано выше, считается применение бароустановки и литьевой способ изготовления. Для этого можно даже приобрести б у оборудование, и начать свое дело в гараже или на даче.
Выпускать продукцию резательным способом обойдется как минимум в два раза дороже. Потребуется собственный пеногенератор и резательные станки, что стоит недешево. Но и блоки порадуют качеством и будут пользоваться хорошим спросом, что быстро окупит вложения.
Для крупного бизнеса придется закупить целую линию с необходимым оборудованием, и составить штат рабочих. А в представленном видео в этой статье вы найдете дополнительную информацию по данной теме.