Самостоятельный способ изготовления
Создавая пенобетон своими руками в домашних условиях, следует рассчитать объем емкости, куда будет помещаться готовая смесь. Руководствуясь полученным результатом, следует определить количество всех компонентов — на каждые 0,5 м³ задействуется 100 л воды и 200 кг цементной смеси с просеянным песком.
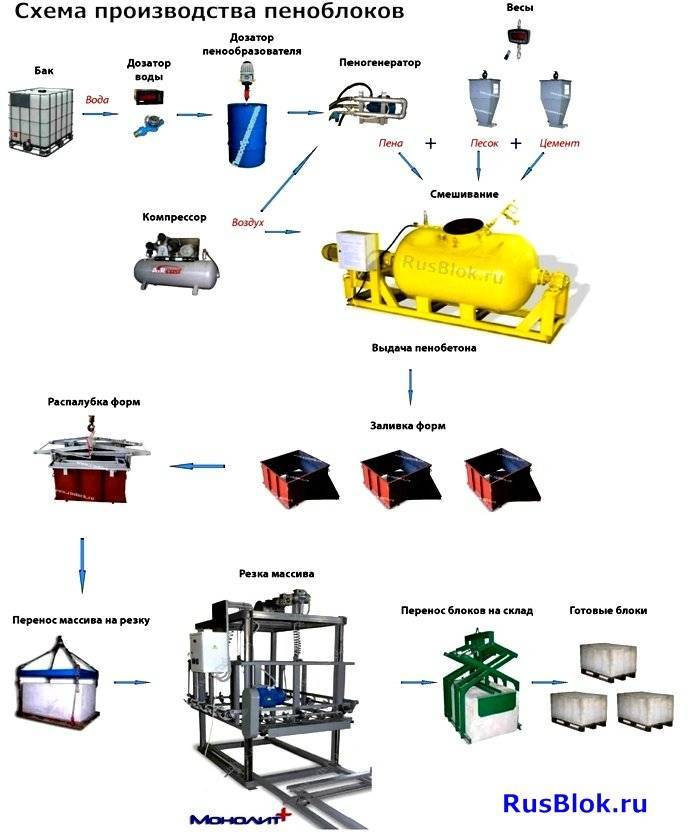
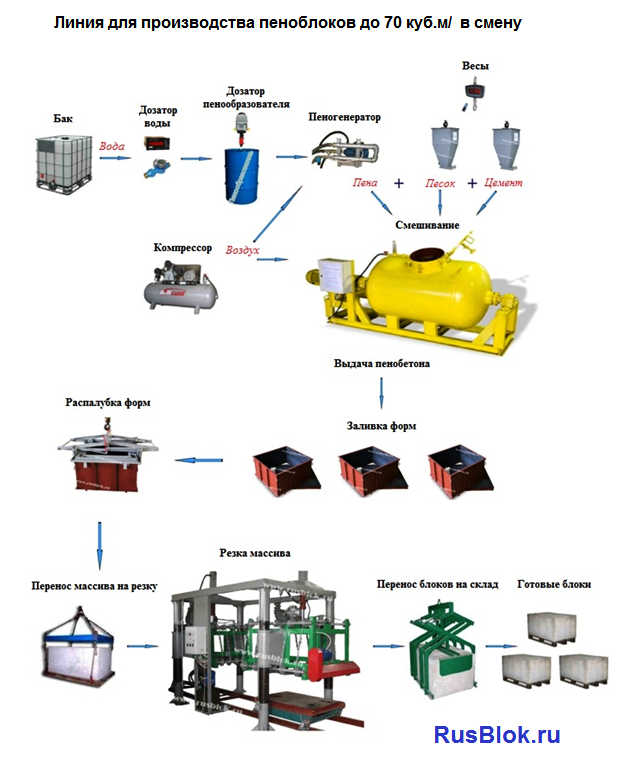
Первым делом в бетономешалку помещают песок и цемент. Затем с применением специального устройства и пенообразователя создается пена с расчетом по 500 л пены на 1 м³. Цементная смесь разбавляется водой и смешивается с пеной.
Многие системы для образования пены оборудованы насосным элементом, который позволяет быстро и эффективно закачивать консистенцию в барабан.
После помещения компонентов в емкость их нужно тщательно перемешать. Для изменения плотности в состав вносится разное количество пены. Раствор выливается в форму и просушивается. Потом сухие блоки достаются наружу и оставляются на 24 часа для просушки.
Образователь пены продается в строительных магазинах или создается своими руками. Для этой цели задействуется 150 г едкого натра, 1 кг канифоли и 60 г столярного клея. Все вещества соединяются, прогреваются, а потом размешиваются до однородного состояния. Перед производством в раствор добавляют воду.
Форму под блок можно изготовить своими руками, используя подручный материал. Такой этап требует повышенной точности и следования технологии. В противном случае геометрия блоков будет неточной. Чтобы предотвратить вытекание раствора, его следует обтянуть полиэтиленовой пленкой. Когда одна порция будет изъята, можно заливать следующую.

Сравнительный анализ материала
А теперь актуальным будет рассмотреть основные отличия готовых заводских изделий и самоизготовленных.
Чем отличается заводской блок от изделия, изготовленного самостоятельно?
- Заводской блок обладает лучшей геометрией. Это означает, что толщина слоя при кладке будет меньше, а, следовательно, и количество мостиков холода также будет сокращено.
- В большинстве случаев, изделия, произведённые своими руками, менее прочные. Они никем не контролируются и вполне могут не соответствовать техническим требованиям.
- У последних может быть снижена долговечность и иные эксплуатационные характеристики.
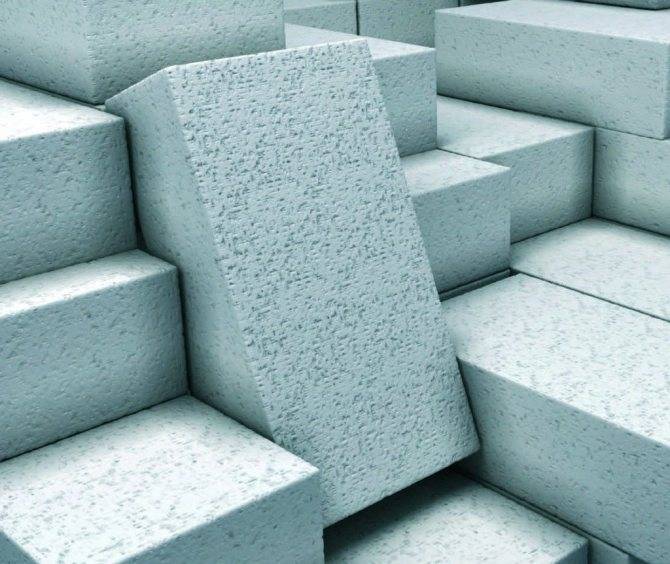
- Цвет у неавтоклавного самопроизведенного блока – серый, в то время как автоклавные заводские изделия более светлые.
- Неавтоклавный пеноблок также более хрупкий, и усадке он подвержен больше.

Автоклавный пеноблок
Эти и другие причины зачастую и подталкивают застройщиков отказаться от экспериментов с самостоятельным выпуском.
Сравнение пеноблока с основными материалами-конкурентами
Воспользуемся таблицей и сравним показатели свойств пенобетона с другими не менее популярными строительными материалами.
Сравнение пеноблока с изделиями из других материалов:
| Наименование свойства | Пенобетон | Керамзитобетон | Полистиролбетон | Газобетон | Кирпич керамический |
| Плотность, Д | 300-1200 | 400-2000 | 150-600 | 300-1200 | 1400-2100 |
| Марка морозостойкости | 25-100 | 25-200 | 25-150 | 25-150 | 25-300 |
| Теплопроводность, Вт*мС | 0,07-0,4 | 0,14-0,5 | 0,05-0,17 | 0,08-0,38 | 0,56-0,7 |
| Усадка | До 1 мм/м2 | Не подвержен | До 1 мм/м2 | 0,3-0,5 мм/м2 | До 10% |
| Водопоглощение, % | 15% | 18% | 5% | 25% | 5-10% |

Сравнение пеноблока
Изготавливают пенобетон с помощью следующих технологий:
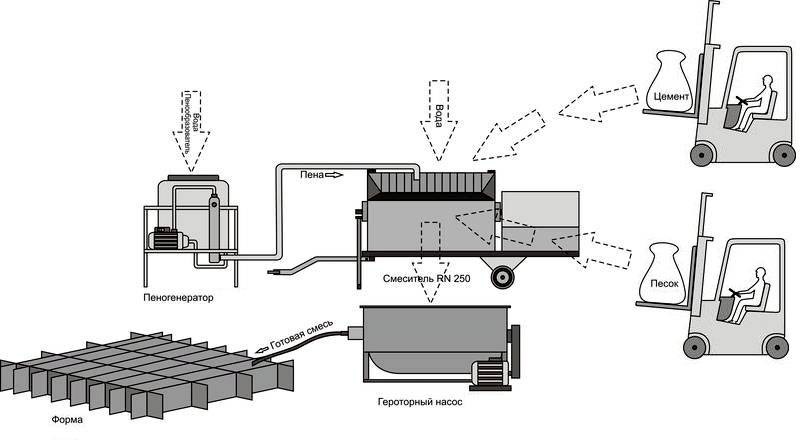
Двухстадийная (с помощью вспенивателя)
Кроме низкооборотного смесителя, в данную линию включен пеногенератор, позволяющий подготавливать должным образом пенообразователь. После наполнения смесителя пеной, в него насыпают остальные компоненты бетона, после чего все это тщательно перемешивают при скорости вращения смесителя 25 об/мин.
После приготовления раствора, его по трубопроводам подают в формы.

Нужно отметить достоинства данной технологии:
Поры образуются с помощью управляемого процесса, что позволяет делать изделия необходимой плотности и теплопроводности. Материал получается мелкоячеистым. За счет принудительного пенообразования повышается качество пенобетона.
К недостаткам нужно отнести:
Большую цену оборудования. Высокую стоимость пеноблока, потому что требуется пенообразователь. Меньше возможностей в процессе подачи смеси по трубопроводам, особенно по вертикали.
Метод сухой минерализации
В этом случае воздушные ячейки в растворе образуются за счет физических процессов, а не с помощью вспенивателя. Но такая работа очень ответственная, так как приходиться использовать емкости высокого давления.
Основным элементом установки для изготовления пенобетона является бароустановка, которая выполнена в виде смесителя для сухого смешивания материалов, но работает она на больших оборотах (420 об/мин). Благодаря большой скорости вращения раствор затворяется и перемешивается под высоким давлением. В результате чего пузырьки воздуха не «раскрываются», а их форма, размеры и количество удерживаются. Поэтому готовый материал имеет ровную пористую структуру.
Кроме того, сухая минерализация позволяет подавать раствор по трубопроводу на высоту 10 -30 м. Эта технология является бюджетной, потому что оборудование стоит не дорого.
Чаще всего этот способ применяют на непрерывном производстве. Он позволяет изготавливать очень прочный пенобетон, но у него хуже характеристики теплопроводности.
Методы изготовления блоков
Небольшое производство потребует первоначально всего около 300 000 рублей, необширный штат рабочих и минимальную площадь для мини-цеха.
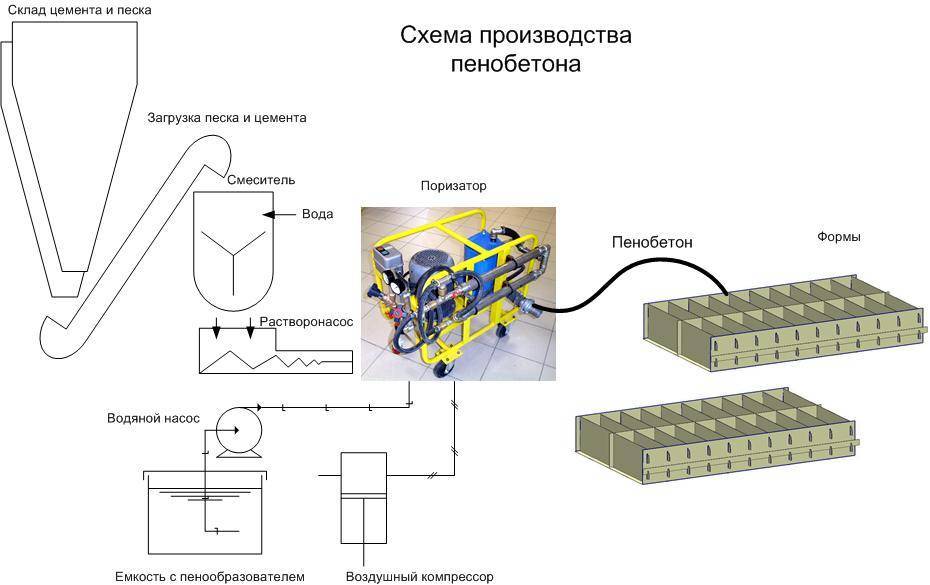
Технологии приготовления смеси
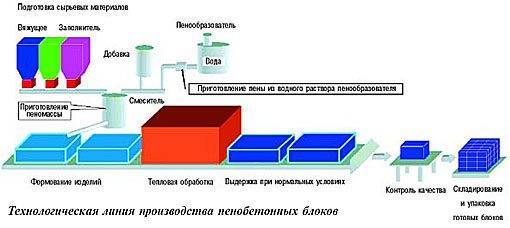 Схема баротехнологического способа.
Схема баротехнологического способа.
Первым является баротехнологический метод. Считается наиболее экономичным, так как не требует больших затрат на оборудование. Малые фирмы и предприятия предпочитают именно его.
Технология такова.
- В специальный смеситель отправляются вода, песок, цемент, убыстрители затвердения и пенообразовательный состав.
- После туда впускается воздух.
- Компоненты тщательно перемешиваются.
- Готовую смесь под высоким давлением подают в отливочную форму для пеноблоков, где она приобретает окончательный вид и затвердевает.
Процесс настолько прост и недорог, что мини-производство своими руками и силами сможет открыть практически каждый.
Но есть и несколько отрицательных пунктов, это:
- невысокая прочность готовой продукции, из-за большой доли воды в смеси;
- поры получаются слишком крупными, что также сказывается на прочности материала;
- синтетические добавки и пенообразователи, обязательно добавляемые в смесь, сказываются на экологичности продукции.
 Парогенератор.
Парогенератор.
Второй способ – это применение парогенератора. Хотя в этом случае имеет место более высокая стоимость оборудования для производства пеноблоков, продукция получается более качественной. Здесь есть возможность с помощью дозатора вводить компоненты в оптимальных пропорциях.
Причем, вначале в смеситель отправляются сухие составляющие (песок и цемент), а затем добавляются жидкие (вода, необходимые добавки). При смешивании в емкость вводится пена, и все соединяется окончательно.
Плюс метода в том, что возможно дозировать в любой пропорции компоненты, таким образом, делая блоки заданной прочности. Полуфабрикат под давлением попадает в формы, где приобретает окончательную конфигурацию и нужную плотность.
Способы формовки изделий
 Форма для литья блоков.
Форма для литья блоков.
- Технология литья. В этом случае смесь заливается в специальные формы кассетного типа из металла. Самыми востребованными размерами принято считать формы высотой в 60 см. Как плюсы можно рассматривать простоту технологии, а также приемлемую стоимость оборудования. Среди минусов – частое несовпадение блоков по размерам, нередкий брак в геометрии. Это происходит, если используются самодельные некачественные формы, цена на которые намного ниже, чем на изготовленные профессионально. Нередко несоблюдение технологии приводит к браку, неровные углы возникают из-за недостаточной просушки блока. Ускоряя процесс, недобросовестный изготовитель вытаскивает изделие из формы раньше положенного срока.
- Способ резки. Состоит из двух этапов формовки – отливки готовой смеси в очень большую форму, далее — распалубка и нарезка на блоки нужного размера. В результате получается материал с очень точными геометрическими формами и размерами. Для нарезки используют цепные и ленточные пилы, а также струны.
Стартовый капитал
Мы уже разобрались, как самому сделать пеноблоки. Осталось понять, сколько придется вложить средств на начальном этапе собственного бизнеса.







Если планируете открыть производственный процесс для своих нужд, не стоит приобретать мощное оборудование. Достаточно будет обычной бетономешалки, которая обойдется в три тысячи рублей. Купите компрессор и парогенераторное приспособление, которые стоят не более двадцати тысяч.
Запланировав открытие малого бизнеса по изготовлению блоков, купите полный комплекс оборудования и блочных форм. В принципе, можно рассмотреть варианты, уже побывавшие в употреблении. Готовые установки даже более удобны в применении. Они не займут много места, достаточно выделить пространство до пяти квадратных метров. Для собственного бизнеса отличным решением будет установка ПБУ 300, стоимость которой составит сто тридцать тысяч рублей.
С материалом уже все ясно, оптовое приобретение понизит цены. Кстати, возможно использование отходов пенопласта для изготовления пеноблоков. Так и на сырье сэкономите, и теплопроводные качества материала улучшите.
Этапы работы
Интересуясь, как сделать пенобетон в домашних условиях, необходимо тщательно изучить технологию изготовления пеноблоков и найти оптимальный рецепт. После этого можно поэтапно выполнять требуемые действия, в точности соблюдая инструкцию.
Раствор пенообразователя
Технология пенобетона предусматривает подготовку цементного раствора. Его создают точно так же, как для традиционного бетона. В качестве цементной смеси рекомендуется использовать продукцию под марками М400 или М500.
Важно убедиться, что песок сухой и не имеет в своем составе ненужных примесей или добавок. Для разбавления компонентов используется простая вода из централизованной системы водоснабжения.. В готовый раствор добавляется пена
Пеногенератор продается в каждом строительном магазине или делается из подручных средств
В готовый раствор добавляется пена. Пеногенератор продается в каждом строительном магазине или делается из подручных средств.

Разливание раствора по формам
Следующий этап заключается в разлитии подготовленной консистенции в заготовленные формы. Перед выполнением этого действия емкости смазываются особым раствором. Строители знают 2 методики, как сделать пеноблоки своими руками:
- Литьевая.
- Резательная.
Первая технология заключается в залитии раствора в заготовки. Когда он застынет, его можно достать из формы и выждать еще пару часов для окончательного затвердевания. Использование подобной методики имеет ряд недостатков. В первую очередь, это возможное повреждение металла, а еще деформация блоков при изъятии.
Устанавливать конструкции с неровной геометрией достаточно сложно, при этом они некачественные и недостаточно прочные. Однако метод резки более затратный, поскольку он требует покупки специального оборудования.
Технология резки
Производство пенобетонных блоков с применением технологии резки предусматривает разделение готовой плиты на несколько отдельных секций. В течение 6-9 часов исходное сырье приобретает оптимальную степень прочности и может сниматься с опалубки. Дальше подготовленный массив перемещается траверсой на резательное оборудование, и специалист приступает к процессу резки.

Плюсом подобной методики является высочайшая точность, поскольку допустимое отклонение не превышает 1 мм. Комплекс для резки оборудован специальным шнеком для снятия горбушки и витыми струнами, которые осуществляют резку материала. Для получения разных размеров блока специалист меняет положение режущих струн. 1 цикл длится в течение 5-7 минут.
После завершения мероприятия емкость с блоками помещается в место для просушивания. Уже через 12-24 часа, в зависимости от эффективности просушивания, пеноблок достается из поддона и перемещается на место хранения.
Методика обладает такими достоинствами:
- Геометрия блоков получается ровной и правильной.
- Края не имеют отклонений.
- Любые сколы и неровности исключены.
К минусам относят:
- Дополнительные затраты на покупку оборудования.
- Если бетон не застынет, он будет разрушен при выполнении резки.
Пеноблоки только высокого качества
Компания ПЕНОБЛОК.РУ в производстве пеноблоков применяет только высокоэффективные и проверенные годами технологии, поэтому наша продукция всегда высокого качества, прочная и долговечная в эксплуатации. У нас можно приобрести любую партию пенобетонных блоков с доставкой до места назначения и последующей выгрузкой. Мы поможем вам выбрать, каким именно видом транспорта и какими партиями доставить продукцию, чтобы ее было легко разгрузить и сложить в отведенном месте. Мы всегда имеем на складе большое количество блоков, поэтому доставляем нашу продукцию в строго оговоренные сроки и в наиболее удобное для клиентов время.
Оборудование и инструменты
При изготовлении пеноблоков в домашних условиях может понадобиться следующее оборудование и оснастка:
- подающее устройство для цемента и песка;
- пеногенератор с производительностью не меньше 200 л/мин;
- бароустановка;
- дозировщик используемой воды;
- виброгрохот (просеиватель сырья);
- шланг для выхода готовой смеси;
- компрессор;
- бетономешалка объемом не менее 250 л;
- специальные формы для блоков либо станок для резки.
Купить сегодня необходимое оборудование для производства строительных материалов в домашних условиях не составит особого труда. При желании можно приобрести не только укомплектованную производственную линию, но и отдельные ее составляющие. Стоит учесть, что оборудование для производства пеноблоков в домашних условиях бывает не только стационарным, но и переносным. Линия может быть конвейерной либо автоматизированной. Эти факторы определяют стоимость приобретаемого оборудования.
В основе любого комплекта оборудования лежит пеногенератор. Такое устройство за сутки может обеспечить выпуск порядка 100-110 кубометров материала. Отличительной особенностью линий стационарного типа является их высокая производительность наряду с отменным качеством и небольшой себестоимостью. Учитывая, что такой комплект обойдется примерно в 1.5 млн. рублей, это ставит под вопрос его покупку.
Мобильная пенобетонная установка не требует покупки дорогого пеногенератора, что делает ее востребованной на строительном рынке. Однако наряду с этим, она и высокой производительностью похвастаться не может. Как правило, используют в этом случае бароустановку, но при всей своей мощности она не способна дать в сутки более 40-45 кубометров готового материала.
Их прочность уступает аналогам, создаваемым на стационарных линиях. Цена полного комплекта для домашнего производства может варьироваться в диапазоне от 50 до 300 тысяч рублей. При этом, как правило, оборудование большой мощности имеет большая стоимость. Например, комплект за 300 000 рублей может дать в сутки порядка 72 кубометров пенобетона.
Автоматическая линия нуждается в больших площадях, что нередко проблематично, ведь это не предусмотрено изначально. Как правило, такие линии нуждаются в создании бункеров для цемента, воды, песка, а также присадок с автоматической дозировкой. Кроме того, необходимо подумать о площадях для сушки пенобетона, его заливки по формам, а также установки для распила. Данное оборудование способно выдать в среднем за сутки порядка 80-100 кубометров материала, однако позволить себе такую роскошь может не каждый, ведь стоить комплект будет от 1.5 до 3 млн. рублей.
Когда на начальном этапе не хватает средств, покупают оборудование б/у. Однако в этом случае стоит быть готовым к тому, что достаточно быстро может понадобиться замена каких-либо деталей.
Формы, приобретаемые для пенобетона, могут быть разными. Сегодня их изготавливают из стали, фанеры, а также пластика. Емкость изделий различна, например, можно приобрести пластиковые формы габаритами 390х190х288 мм, варианты из фанеры размером 588х300х188 мм, стальные аналоги параметрами 600х300х200 мм
При их покупке важно учитывать строгость геометрии, поскольку от этого напрямую будет зависеть качество готового материала. Недопустимы даже малейшие нарушения симметрии
При выборе форм для заливки пенобетонной массы стоит обратить внимание на материал их изготовления. Учитывая, что опалубка может быть комбинированной, это особенно важно. Например, если продавец отмечает, что металлический вариант со вставками из сверхпрочного пластика способен выдержать даже самую высокую температуру, не стоит слепо доверять этому
Дело в том, что такие формы в действительности недолговечны. В процессе высыхания и отвердевания пенобетонной массы будет происходить выделение большого количества тепла.






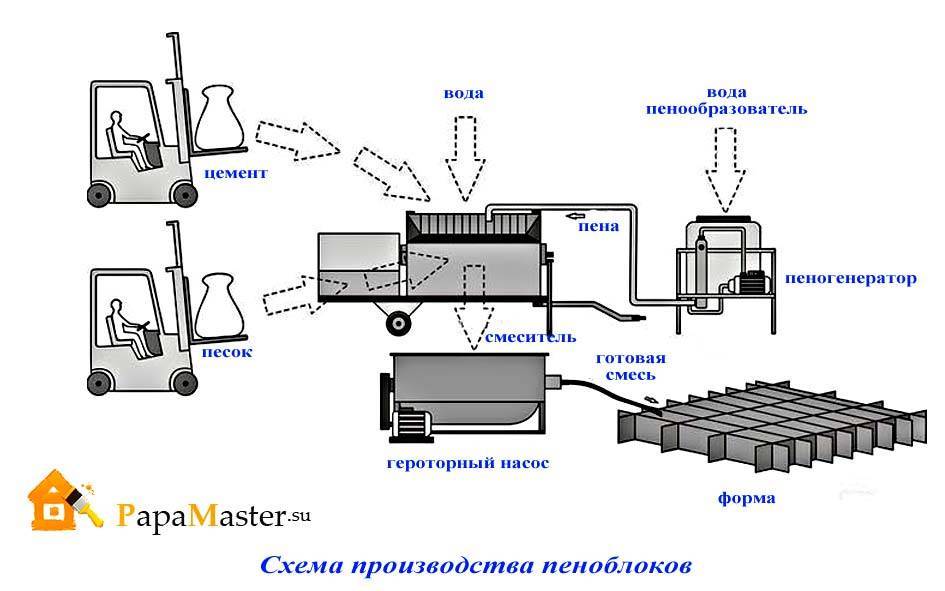
Самостоятельное производство пенобетона – общая схема и особенности
Первый шаг – заполнение бетономешалки нужным количеством песка, цемента и воды. Включаете агрегат и ждете получения однородного состава. После этого получаете пену (в самодельном или заводском пеногенераторе), добавляете ее в бетономешалку, досыпаете требуемый объем отвердителя. Снова смешиваете состав в течение нескольких минут. Длительность перемешивания более 3–4 минут не допускается. Чем дольше замешивается композиция, тем больше разрушается пена, что недопустимо, так как чревато существенным снижением прочностных и иных характеристики готового пенобетона.
После заполнение форм полученным раствором, смесь оставляют на сутки
Следующий этап работ – заполнение форм полученным раствором. После заливки смесь оставляют на сутки (иногда требуется и больше времени для застывания). Выдержка пенобетона производится при температуре окружающей среды на уровне 6 и больше градусов. Если работы выполняются зимой в неотапливаемом помещении, придется подогревать его с помощью электрокалорифера либо тепловой пушки. Через сутки вынимайте блоки из форм на поддоны, ждите еще 12–24 часа.
Как видим, весь процесс самостоятельного производства пеноблоков занимает не более двух суток. С течением времени вы наловчитесь выполнять все необходимые операции намного быстрее. А значит, сможете делать качественные строительные изделия более оперативно. Грамотно организовать техпроцесс и повысить его эффективность помогут советы профи, которые приводятся далее:
- 1. Используйте подогретую до 30° воду для смешивания состава.
- 2. Для ускорения застывания смеси добавляйте в нее примерно 1,5 % (от общей массы композиции) хлористый кальций. Эта добавка, кроме всего прочего, снижает риск растрескивания блоков. Ее обязательно нужно применять при проведении работ в зимнее время.
- 3. Если планируется регулярный выпуск пеноблоков, желательно соорудить простейшие пропарочные камеры, в которых изделия будут сушиться при температуре +60 °С. За счет этого вы сможете уменьшить время, необходимое для качественного созревания композиции.
- 4. Постарайтесь делать формы с максимально правильной геометрией. Тогда готовые блоки будут соответствовать всем стандартам.
- 5. Формы из фанеры после заливки состава накрывайте пленкой из полиэтилена, а металлические всегда смазывайте перед заполнением пенобетонной смесью любым машинным маслом.
Следуйте нашим советам, четко выдерживайте рекомендованные пропорции, и вы гарантированно получите самодельный пенобетон отличного качества. Желаем удачи всем домашним мастерам!
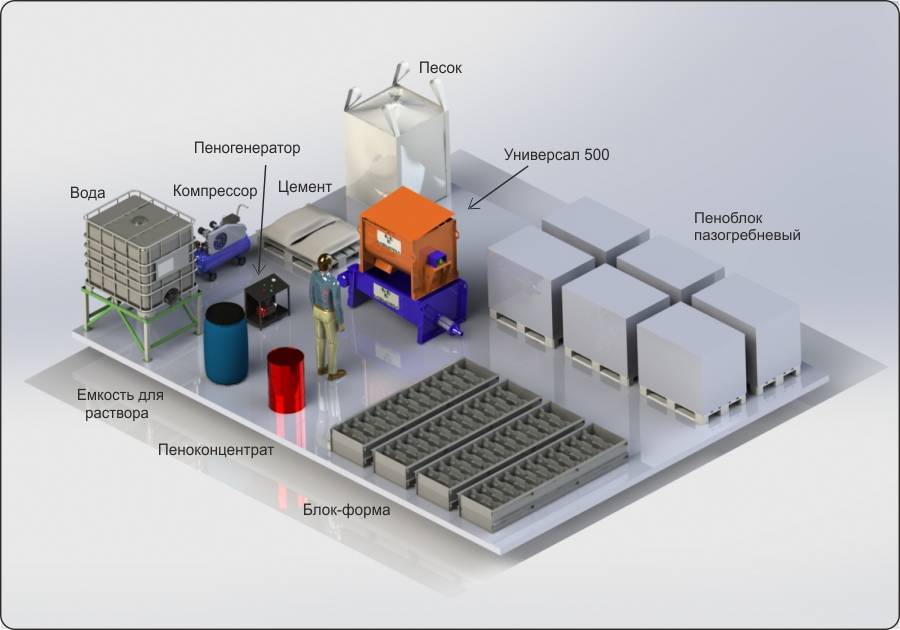
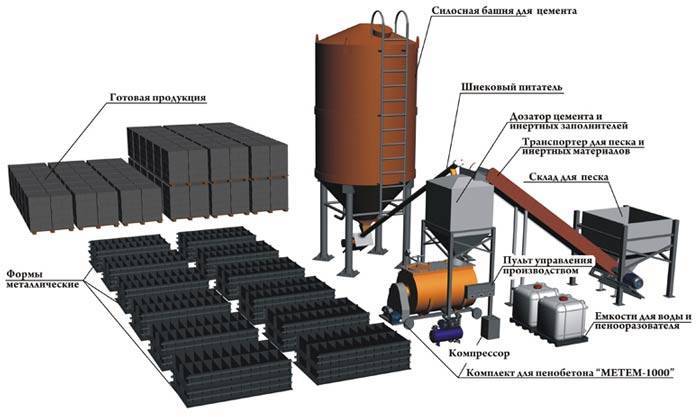
Что нужно для производства
Производить пенобетонные блоки возможно, но для того необходим комплект оборудования и различных приспособлений:
- Опалубка для заливки пенобетона и формирования блоков заданных размеров;
- Пеногенератор с соответствующими техническими параметрами;
- Компрессор;
- Бетономешалка с достаточной вместимостью.
Наличие такого комплекта приносит отличные результаты производителям – обычная смена – это 3 кубических метра пенобетонных блоков. Так что неделя активной и продуктивной работы, и будет готовое количество пенобетонных блоков для постройки несущей стены.
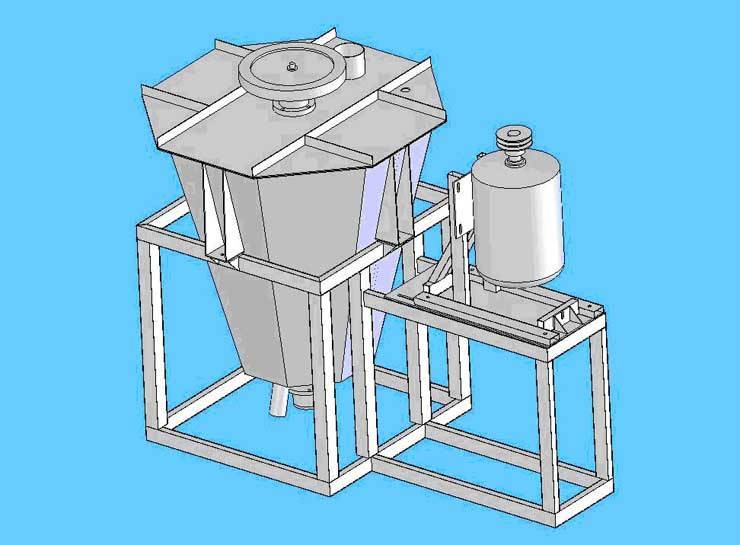
Одним из важных агрегатов, входящих в оборудование для изготовления пеноблоков, является пеногенератор, формирующий пенный раствор, поступающий затем в опалубку или в формы. Этот агрегат выгоднее и проще сделать самостоятельно, если иметь необходимые комплектующие.
Классический пеногенератор состоит:
- Из корпуса с тонкой металлической сетки,
- Емкости нужного объема,
- Комплекта шлангов,
- Компрессора.
Как сделать вибростанок?
Чтобы обеспечить наилучшее качество получаемой продукции, применяется специальное оборудование для производства шлакоблоков в домашних условиях. Это так называемый вибростанок. Он позволяет создавать вибрацию после заливки раствора в форму, которая способствует уплотнению раствора и повышению прочности изделия. Рассмотрим, как самому изготовить самодельный вибростанок. Его схема достаточно проста.

Вибростанок для производства одного блока
По своей конструкции вибростанок состоит из следующих элементов:
- Металлический короб (форма), рассчитанный на одновременное производство 1–3 шлакоблоков своими руками. Короб изготавливается из листов металла. Его размеры соответствуют габаритам будущих изделий.
- Цилиндры для формирования пустот. В этом качестве используются куски металлических труб, которые обрабатываются точильным кругом для формирования конусности. Цилиндры соединяются между собой металлической перемычкой по длинной стороне формы и крепятся к боковым стенкам. Расстояние от низа цилиндров до дна не должно быть менее 3 см.
- Крышка с прорезями, которая надевается поверх цилиндров.
- Ручки по бокам для снятия формы с блоков.
- Электромотор мощностью 0,5–0,8 кВт. Он крепится на болтах к одной из стенок формы.
При помощи такого станка шлакоблок в домашних условиях получается очень прочным, имеет правильную геометрию.
Предлагаем ознакомиться Как правильно париться в русской бане с веником. Сколько париться
После изготовления шлакоблочных форм можно приступать к непосредственному процессу производства.
Изготовить шлаковые блоки в домашних условиях получится при помощи специального вибростанка, который также можно сделать своими руками. Основной составляющей такого приспособления является сама виброформа для раствора. Такой станок являет собой короб из стали, в котором фиксируются детали с пустотами (или без них). Сама матрица уже является станком. Его разрешено применять, осуществляя некоторые этапы ручным способом.
Чтобы самому сделать вибростанок, нужно закупиться:
- сварочным аппаратом;
- болгаркой;
- тисками;
- инструментом для проведения слесарных работ.
Что касается материалов, то потребуются:
- лист стали 3 мм – 1 кв. м;
- трубы диаметром 75-90 мм – 1 м;
- 3 мм стальная полоска – 0.3 м;
- электрический мотор мощностью 500-750 Вт;
- гайки и болты.
Рассмотрим порядок проведения работ по изготовлению самодельного вибростанка.
- Измерьте стандартный шлаковый блок либо зафиксируйте конкретные, нужные вам параметры.
- Вырежьте из листа металла боковые детали станка. Исходя из количества шлакоблоков, предусмотрите необходимое число перегородок. В результате формируется короб с 2 (или более) одинаковыми отсеками.
- Донная стенка толщиной не меньше 30 мм должна иметь пустоты. Исходя из данного параметра, определяем высоту цилиндра, ограничивающего пустоты.
- Нарезаем 6 отдельных кусков трубы длиной, соответствующей высоте цилиндра.
- Чтобы цилиндры приобрели конусообразное строение, допустимо срезать их вдоль до средней части, обжать при помощи тисков, а затем соединить путем сварки. При этом диаметр элементов уменьшится примерно на 2-3 мм.
- Цилиндры нужно заварить с двух сторон.
- Далее эти детали следует соединить друг с другом в виде одного ряда, следующего по длинной стороне будущего шлакоблока. Они должны повторять место расположения пустот на заводском элементе. На краях необходимо прикрепить по пластине размером 30 мм с отверстиями для крепежа к проушинам.
- В центре каждого отсека матрицы следует изготовить пропил и приварить проушину. Это необходимо для обеспечения установки временного крепежа ограничителей пустот.
- На внешней поперечной стенке наваривают 4 болта под крепежные дырки мотора.
- Далее приваривают фартук и лопасти по краям в местах, где осуществляется загрузка.
- После этого можно переходить к подготовке всех элементов к покраске.
- Сделать пресс, повторяющий форму механизма, можно при помощи пластины с отверстиями, диаметр которых больше самих цилиндров на 3-5 мм. Пластинка должна беспроблемно входить на глубину 50-70 мм в короб, где стоят ограничительные детали.
- К прессу надо приварить рукоятки.
- Теперь оборудование допустимо покрасить и зафиксировать вибромотор.
Производство пеноблоков в домашних условиях
Пеноблоки можно выпускать несколькими способами, однако для домашних условий подойдут лишь несколько. Оптимальным производством можно считать то, что осуществляется одним из двух следующих способов.
Производство пеноблоков литьем
Для изготовления этим методом, бетонный раствор необходимо залить в специальную железную кассетную форму, оснащенную съемными перегородками и бортами, которые разделяют общую емкость на несколько отдельных секций. Именно в этой форме осуществляется высушивание блоков. После затвердевания раствора полученные изделия вынимают.
Основным достоинством данного способа является отсутствие необходимости использовать в составе оборудования пильный станок, что существенно сокращает время и себестоимость производства пеноблоков. В число недостатков можно добавить вероятность появления искажений в установленной геометрии блоков, а также низкую точность по габаритам готовых изделий даже при использовании дорогих форм. Это приводит к появлению большого количества бракованных изделий.
Для предотвращения разрушения блоков используются особые смазочные составы, которые разлагаются на открытом воздухе в течение нескольких суток. Цена подобных компонентов при использовании в мини-заводе весьма высока, тогда как от возникновения трещин и сколов в отдельных блоках они застраховать не могут.
Форма для производства пеноблоков литьем
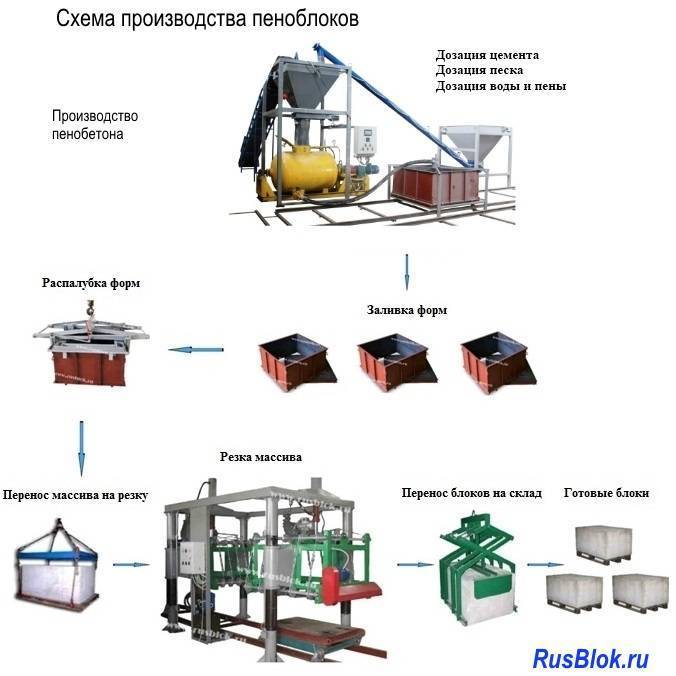
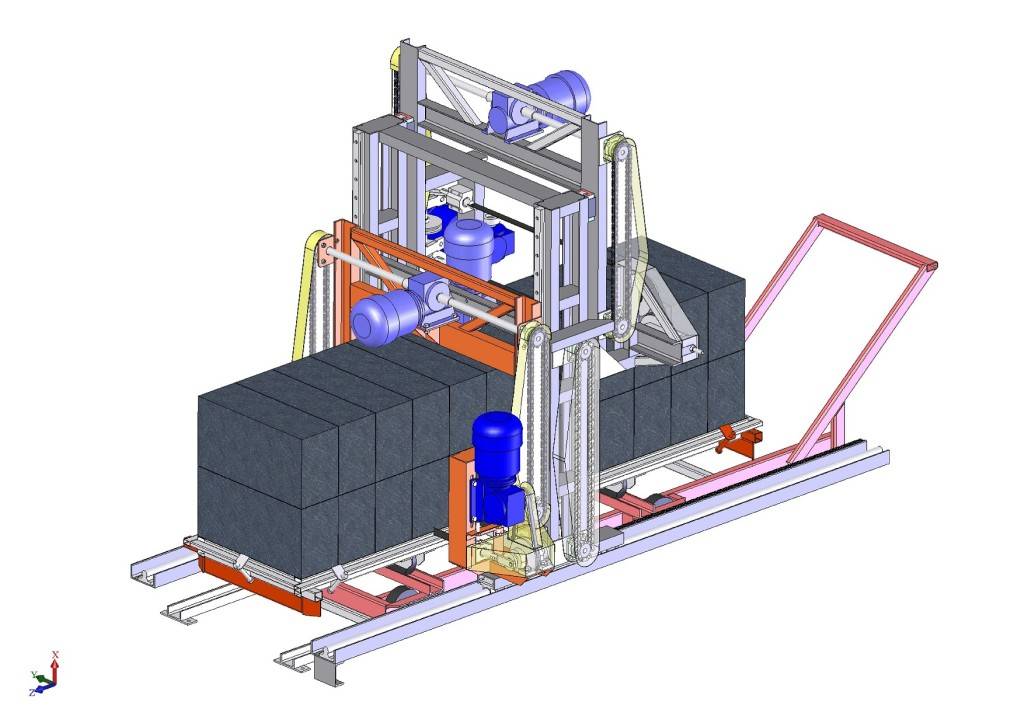
Производство пеноблоков распиловочным методом
Данная технология изготовления пеноблоков является на сегодня наиболее распространенной среди тех, кто выпускает пенобетонные материалы в домашних условиях. Использование этого метода заключается в предварительном изготовлении из пенобетонного раствора крупногабаритного блока, который впоследствии разрезают на отдельные блоки заданного размера.
Чтобы разрезать массив пенобетона, необходимо особое оборудование – распиловочный станок. Его использование неизбежно приводит к увеличению цены организации производства, но за счет увеличения качества конечных изделий рентабельность также увеличивается. В число основных достоинств метода входят высокая точность геометрических размеров отдельных изделий, отсутствие сколов на краях.
Недостатком метода производства пенобетонных блоков в домашних условиях является сложность изготовления мелкогабаритных изделий, поскольку для распиловки пеноблока на мелкие части необходимо достаточно дорогое оборудование, что увеличивает цену производства и время, необходимое для выпуска конечного изделия.
Распиловка пеноблоков
Пенобетон: характеристики и свойства

Пенобетон обладает некоторыми свойствами, которые можно вполне считать его преимуществами перед рядом иных строительных материалов:
- Высокие качества теплоизоляции. Благодаря заполненным воздухом ячейкам, материал имеет высокое термическое сопротивление. Зимой это качество экономит затраты на отопление порядка 25%.
- Хорошая текучесть, позволяющая легко и качественно заливать формы.
- Надежность. На пенобетон не влияют атмосферные факторы и химические воздействия. Это практически нестареющий материал, который прочен, как камень, не гниет, не боится сырости.
- Отличные прочностные характеристики. Плотность пенобетона в 400-1400 кг/см³ позволяет выносить нагрузки на сжатие в пределах 10-100 кг/см³. Такая повышенная характеристика дает возможность применять данный материал при произведении строительства объектов, имеющих меньший объёмный вес, что приводит к ещё более увеличенному термическому сопротивлению стен.
- В отличие от таких материалов, как пенопласт и минеральная вата, пенобетон не теряет свои качества со временем. Они только становятся лучше из-за долгого созревания этого материала: через четыре месяца его прочность повышается в полтора раза, а через пару лет – больше, чем в два с половиной по сравнению с ячеистым бетоном месячной выдержки.
- Поддержание оптимального микроклимата. Пенобетон, отзывы подтверждают этот факт, отличается хорошей проницаемостью воздуха, позволяя стенам дышать.
- Экологичность. Не испаряет вредных веществ, так как производится из натурального сырья. По этому показателю пенобетон уступает только древесине. К примеру, показатель экологичности для кирпича равен 10, ячеистого бетона – 2; кирпича – 10; дерева – 1; блоков из керамзита – 20.
- Отличный звукоизолятор. Материал хорошо поглощает звук, не отражая его, особенно низкие шумы.
- Пожаробезопасность. Первая степень огнестойкости позволяет пятнадцатисантиметровой пенобетонной стене четыре часа защищать помещение от возгорания.
- Большие размеры блоков обеспечивают легкость и быстроту монтажа. Легко поддается обработке режущим инструментом.
- Высокая экономичность. Точность геометрических размеров дает возможность сажать блоки на клей, избегая мостиков холода, что экономит расходы на штукатурку и дополнительное утепление. Легкость блоков позволяет сэкономить на фундаменте и перекрытиях, удобны в транспортировке.
Организация выпуска, экономическая обоснованность выпуска пенобетона
А сейчас давайте анализировать: насколько экономически обоснованным может стать выпуск пенобетона, и какова его рентабельность? Ведь затраты на оборудование, сырье, например, при заводском выпуске могут быть крайне высоки. Для детального анализа начнем с этапов становления бизнеса, и возможной модели его развития.






Вложения в бизнес: структура расходов, оборотные средства
При ведении хозяйственной деятельности совершенно любой организации, структура вложений будет представлять собой соотношение:
- Оборотных средств, которые направлены на поддержку деятельности, и находятся, в основном, в постоянном движении;
- Капитальных вложений. Их направляют на совершенствование машин, покупку нового оборудования и иные расходы, связанные с повышением качественного уровня организации в отношении производственных процессов и финансов.
То есть, капитальные вложения — это траты на открытие организации, покупку комплекта оборудования, рекламу и так далее. Оборотные средства, в свою очередь, можно разделить на группы, которые представлены на фото.
Этапы регистрации бизнеса и его становления
- Первым этапом станет процесс регистрации юридического лица в установленном порядке. Предшествует этому – оформление документов.
- Вторым этапом является поиск подходящих помещений и заключение договора аренды. Склад, производственный цех, квадраты под юридический адрес – все это необходимо организации.
- Параллельно стоит подыскать подходящего поставщика оборудования и сырья. К данному этапу следует подойти со всей ответственностью, так как ошибки могут отрицательно сказаться на судьбе организации, и закончиться ее история может, не успев начаться.
Оборудование должно быть сертифицированным и высококачественным. Слишком низкая цена должна вызывать сомнения. Для покупки сырья лучше всего объявить тендер. Так материалы можно приобрести значительно дешевле и, отчасти, обезопасить себя от мошенников.
- Далее, оборудование необходимо установить и произвести наладку. Следом выпускается пробная партия, которая отправляется на проверку.
- После выполнения всех вышеуказанных пунктов, можно приступать к запуску производственного процесса.
- Реклама – обязательный элемент успешного бизнеса. Без нее возможность реализации больших объемов продукции сводятся к нулю.
- Рекомендуется также организовать самостоятельную доставку. Это может стать не только дополнительным источником дохода, но и привлечь дополнительно покупателей, для которых это является крайне удобным и, как правило, снижает стоимость продукции.
Каковы будут доходы?
Вот на данный вопрос ответ дать сложнее всего. На это оказывают влияние многие факторы.
К ним стоит отнести:
- Затраты на оборудование;
- Стоимость сырья;
- Покупательская способность региона;
- Итоговая себестоимость продукции;
- Хозяйственные расходы компании, включающие, в том числе, оплату поломок машин и многое другое.
- Размер заработной платы и число сотрудников;
- Налоговые вычеты и льготы;
- Стоимость аренды;
- Расходы на рекламу.
И это только основные факторы. Перечислять еще можно очень много. Поэтому разумным будет в обязательном порядке составить бизнес-план, который будет содержать всю необходимую информацию.
Успех гарантирован в случае, если вы беспрекословно будете придерживаться пути следования, указанном в документе.
Мы можем лишь предположить уровень доходов, ориентируясь на среднестатистические данные:
- Допустим, что производить мы будем 280 м3 изделий в сутки. Смен будет 24 в месяц.
- Себестоимость продукции, включая все вышеуказанные расходы, составит 2500 рублей за м3. Реализовывать будем блоки по среднерыночной стоимости, равной 3500 рублей за м3.
- Подсчитаем месячную прибыль без учета стоимости оборудования, которое, предположим, обошлось нам в 70 000 000 рублей.
- Затраты на производство блоков в месяц составят 18 000 000 рублей.
- Доход от реализации всех блоков составит 25 200 000 в месяц.
- Чистая прибыль: 7 200 000.
Выходит, что оборудование сможет окупиться примерно в течение 11 месяцев.
Оборудование для производства пеноблоков
Для того чтобы своими руками изготавливать блоки, придется приобрести оборудование. Потребуются:
- Парогенератор, способный производить не меньше 200 литров в минуту.
- Компрессорная установка.
- Бункер -мешалка. Для начинающих предпринимателей достаточно агрегата мощностью 2,2кВт и рабочим объемом около 280 литров.
- Форма для стандартных блоков 200х300х600мм.
- Вспомогательные приборы: манометры, насосы.
Оборудование в виде готового комплекта можно купить в специальных магазинах. Можно так же сделать оборудование под заказ. Второй способ намного дороже и финансово оправдан только тогда, когда домашнее производство вышло на полную мощность.
При организации производства следует оборудовать помещение для сушки готовых блоков
Важно так же учесть общую потребляемую мощность, чтобы обеспечить бесперебойную работу оборудования