МЕТОДЫ ИСПЫТАНИЙ
3.1. Размеры ключей должны проверяться универсальными и специальными средствами измерений.
(Измененная редакция, Изм. N 3).
3.2. Твердость ключей определяют по ГОСТ 8.064-94.
3.3. Шероховатость поверхностей ключей проверяют сравнением с образцами шероховатости или профилометрами (профилографами).
3.4. Работоспособность гаечных ключей проверяется по прочности и определяется крутящими моментами, приведенными в табл.2 и табл.3.
Испытания ключей на работоспособность по прочности проводят на испытательном стенде или приспособлении.
Ключи с открытыми зевами, кольцевые и комбинированные должны устанавливаться зевом на оправку, имеющую в поперечном сечении форму правильного шестигранника. Номинальные размеры шестигранных оправок должны быть равны минимальным охватываемым размерам “под ключ” нормальной точности по ГОСТ 6424-73.
Ключи для круглых шлицевых гаек должны устанавливаться зевом на оправку с пазом под зуб. Наружный диаметр оправки должен быть равен наружному диаметру гайки, для которой предназначен ключ.
Предельные отклонения наружного диаметра оправок по h 8.
Твердость оправок 53…57.
Прочность оправок должна исключать возможность их деформации при испытаниях ключей.
Во время испытаний ключей на работоспособность крутящий момент должен плавно возрастать до величин, указанных в табл.2 для ключей с открытым зевом, кольцевых и комбинированных и в табл.3 для ключей для круглых шлицевых гаек. Ключи должны выдерживать не менее трех нагружений.
После испытаний на работоспособность ключи должны быть пригодны к дальнейшей работе.
(Измененная редакция, Изм. N 1, 3).
3.5. (Исключен, Изм. N 3).
3.6. Качество гальванических покрытий должно проверяться по ГОСТ 9.302-88, лакокрасочных покрытий – по ГОСТ 9.032-74.
3.7. (Исключен, Изм. N 3).
ГОСТ 10112-2001 Ключи гаечные двусторонние. Размеры комбинаций зевов
ГОСТ 10112-2001
(ИСО 1085-99)МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КЛЮЧИ ГАЕЧНЫЕ ДВУСТОРОННИЕ
РАЗМЕРЫ КОМБИНАЦИЙ ЗЕВОВ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Межгосударственным техническим комитетом МТК 95 «Инструмент»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 20 от 1 ноября 2001 г.)
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Азербайджанская Республика | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Беларусь | Госстандарт Республики Беларусь |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Кыргызская Республика | Кыргызстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Таджикистан | Таджикстандарт |
| Туркменистан | Главгосслужба «Туркменстандартлары» |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
3 Настоящий стандарт представляет собой аутентичный текст международного стандарта ИСО 1085-99 «Инструмент монтажный для винтов и гаек. Двусторонние гаечные ключи. Размеры сочетаний зевов» и содержит дополнительные требования, отражающие потребности экономики страны
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 21 марта 2002 г. № 107-ст межгосударственный стандарт ГОСТ 10112-2001 (ИСО 1085-99) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2003 г.
5 ВЗАМЕН ГОСТ 10112-80
| 1 Область применения . 2 2 Основные размеры .. 2 Приложение А Менее предпочтительные для применения размеры комбинаций зевов двусторонних гаечных ключей . 3 Приложение Б Размеры комбинаций зевов двусторонних гаечных ключей в дюймах . 3 Приложение В Размеры комбинаций зевов двусторонних гаечных ключей, дополнительно применяемых в отечественной промышленности . 3 |
МЕЖГОСУДАРСТВЕННЫЙСТАНДАРТКЛЮЧИ ГАЕЧНЫЕ ДВУСТОРОННИЕ
Размерыкомбинацийзевов Double-ended wrenches. Size pairing
Дата введения 2003-01-01
Настоящий стандарт распространяется на размеры комбинаций зевов гаечных двусторонних ключей.
Дополнительные требования, отражающие потребности экономики страны, указаны в приложениях Б и В.
Требования стандарта обязательные, кроме приложений Б и В.
2.1 Ключи гаечные двусторонние следует изготовлять с размерами комбинаций зевов, указанными на рисунке 1 и в таблице 1.
Рисунок 1
Таблица 1
В миллиметрах
| S1´S2 | S1´S2 | S1´S2 |
| 3,2 ´4 | 11 ´ 13 | 27 ´30 |
| 4 ´5 | 13 ´ 15 | 30 ´34 |
| 5 ´5,5 | 13 ´ 16 | 34 ´36 |
| 5,5 ´7 | 15 ´ 16 | 36 ´41 |
| 7 ´8 | 16 ´ 18 | 41 ´46 |
| 8 ´10 | 18 ´ 21 | 46 ´50 |
| 10 ´11 | 21 ´ 24 | 50 ´55 |
| 10 ´13 | 24 ´ 27 | 55 ´60 |
2.2 Размеры комбинаций зевов двусторонних гаечных ключей менее предпочтительные для применения приведены в приложении А.
2.3 Размеры комбинаций зевов двусторонних гаечных ключей в дюймах приведены в приложении Б.
2.4 Размеры комбинаций зевов двусторонних гаечных ключей, дополнительно применяемых в отечественной промышленности, приведены в приложении В.
(обязательное)
Таблица А.1
В миллиметрах
| S1´S2 | S1´S2 | S1´S2 |
| 6 ´ 7 | 16 ´ 17 | 24 ´ 26 |
| 8 ´ 9 | 17 ´ 19 | 24 ´ 30 |
| 12 ´ 13 | 18 ´ 19 | 25 ´ 28 |
| 12 ´ 14 | 19 ´ 22 | 27 ´ 29 |
| 13 ´ 14 | 19 ´ 24 | 27 ´ 32 |
| 13 ´ 17 | 20 ´ 22 | 30 ´ 32 |
| 14 ´ 15 | 21 ´ 22 | 30 ´ 36 |
| 14 ´ 17 | 21 ´ 23 | 32 ´ 34 |
| 15 ´ 18 | 22 ´ 24 | 32 ´ 36 |
(обязательное)
Таблица Б.1
В дюймах
| S1´S2 | S1´S2 | S1´S2 |
| 1/4 ´ 5/16 | 11/16 ´ 3/4 | 1 1/16 ´ 1 1/8 |
| 3/16 ´ 1/4 | 11/16 ´ 13/16 | 1 1/16 ´ 1 1/4 |
| 5/16 ´ 11/32 | 3/4 ´ 7/8 | 1 1/18 ´ 1 5/16 |
| 5/16 ´ 3/8 | 13/16 ´ 7/8 | 1 1/4 ´ 1 5/16 |
| 3/8 ´ 7/16 | 7/8 ´ 15/16 | 1 1/4 ´ 1 3/8 |
| 7/16 ´ 9/16 | 7/8 ´ 1 | 1 1/4 ´ 1 7/16 |
| 1/2 ´ 9/16 | 15/16 ´ 1 | 15/16 ´ 1 1/2 |
| 9/16 ´ 5/8 | 15/16 ´ 1 1/16 | 17/16 ´ 1 1/2 |
| 3/4 ´ 13/16 | 15/16 ´ 1 1/8 | 17/16 ´ 15/8 |
| 5/8 ´ 11/16 | 1 ´ 1 1/16 | 1 1/2 ´ 1 11/16 |
| 5/8 ´ 3/4 | l ´ 1 1/8 | 1 11/16 ´ 1 7/8 |
(рекомендуемое)
Таблица В.1
В миллиметрах
| S1´S2 | S1´S2 |
| 2,5 ´ 3,2 | 11 ´ 14 |
| 3,2 ´ 5,5 | 17 ´ 22 |
| 9 ´ 11 | 22 ´ 27 |
| 10 ´ 12 | 65 ´ 70 |
| 11 ´ 12 | 75 ´ 80 |
Ключевые слова: гаечные двусторонние ключи, комбинации зевов
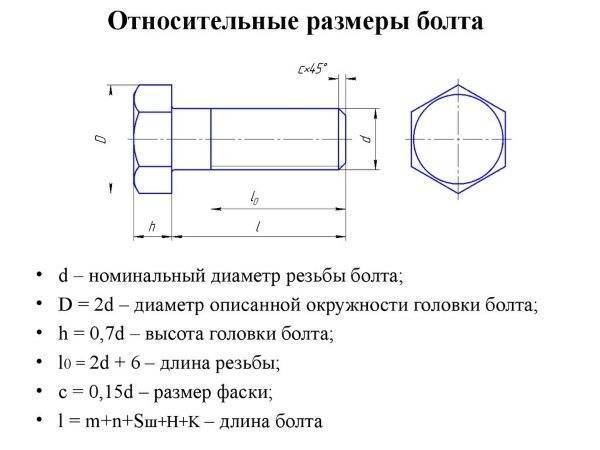
Определение размеров болта
Если болты имеют метрическую резьбу на стержне, то в прилагающейся документации используется формат MDxPxL. Обозначение расшифровывается следующим образом:
- M — указание метрической резьбы;
- D — показатель диаметра изделия;
- P — данные о шаге резьбы (виды отличаются, встречается мелкий, крупный, особо мелкий), при особо крупном значение не добавляется;
- L — показатель длины метиза.
Все перечисленные параметры указываются в миллиметрах.
Для того, чтобы узнать тип и размеры какого-либо болта, потребуется определить его вид. Рекомендуется руководствоваться отечественными стандартами ГОСТ или европейским ISO. Также допускается применение немецкого DIN. После того, как тип будет известен, можно определять размеры.
Диаметр крепежного элемента определяется с помощью различных инструментов — штангенциркуль, шаблонная линейка, а также микрометр. При этом точность измерений контролируется калибрами типа “ПР-НЕ”. Название приспособления расшифровывается как “проход-непроход”. Первая часть при накручивании на болт не требует прикладывания усилий, вторую деталь невозможно закрутить совсем.
Для измерения показателя длины также применяется линейка или штангенциркуль. Если потребовалось узнать шаг резьбы, то для крепежного элемента используется специальный инструмент шагомер. При отсутствии нужного приспособления допускается замер расстояния между парой витков с применением штангенциркуля.
Инструмент подойдет и предоставит точные показатели только в том случае, если измеряется крупный диаметр резьбы. Более правильные параметры получаются в результате проверки нескольких витков вместо двух. Полученный результат необходимо разделить на количество витков, используемых для измерения.
Если число, полученное в результате проверки, совпадает с каким-либо значением резьбового ряда, то это является справочным значением и искомый шаг присутствует. Если измерение не принесло необходимого результата, то вероятно перед вами дюймовый тип резьбы. В таком случае потребуется дополнительное уточнение для точного определения шага.
Болты имеют определенные разновидности, которые определяются геометрической формой метиза. Поэтому методы измерения для каждой группы отличается. Различают 2 варианта:
- с выступающей формой головки;
- потайной вид головки.
Для определения длины крепежных элементов с выступающей головкой не требуется задействовать саму головку.
- метизы с шестигранной головкой, соответствующие нормативам ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
- варианты с уменьшенными размерами головки и шестью гранями, изготовленные по стандартам ГОСТ 7808-70, 7796-70, 15591-70;
- крепежные элементы с высокой прочностью ГОСТ 22353-77;
- высокопрочные метизы с шестью гранями и увеличенным размером под ключ ГОСТ Р 52644-2006;
- болты, которые имеют шестигранную головку, а также дополнены направляющим подголовком ГОСТ 7811-70, 7795-70, 15590-70;
- головка метиза уменьшена, имеет 6 граней и применяется для монтажа в отверстия из-под развертки ГОСТ 7817-80;
- головка является увеличенной, также предусмотрен ус ГОСТ 7801-81;
- рым-болт, соответствующий отечественному стандарту ГОСТ 4751-73;
- варианты с полукруглой головкой увеличенных размеров, а также оснащенные квадратным подголовком ГОСТ 7802-81.
Если перед вами болт с потайной головкой, то потребуется измерять длину с учетом ее размеров:
- шинные метизы ГОСТ 7787-81;
- с потайной головкой, оснащенные усом и соответствующие нормативам ГОСТ 7785-81;
- стандартный вариант с квадратным подголовком и потайной разновидностью головки ГОСТ 7786-81.
Для определения вида болта и соответствующего ему стандарта применяется размер головки. Например, “под ключ” для головок с шестью гранями, если болт оснащен цилиндрической головкой, то используется диаметр.
Как правильно определить размер дюймового болта
Если рассматривать различную документацию для дюймовых болтов, то встречается аббревиатура для обозначения конструкции в виде D”-NQQQxL. Расшифровывается она следующим образом:
- D” — показатель диаметра резьбы, которая может быть указана как целое число, а также в формате дроби или номера, если метиз представлен с малым диаметром;
- N — обозначение, сколько витков находится на одном дюйме;
- QQQ — встречаются как 3, так и 4 буквы, которые означают дюймовую резьбу;
- L — показатель длины крепежного элемента, также измеряется в дюймах.
Если вам потребовалось узнать резьбовой диаметр для дюймового болта, то необходимо полученные показатели разделить на 25,4 мм. Значение в результате соответствует дюймовому. Затем цифры сопоставляются с подходящим в таблице UNC.
Гайка колесная.
Гайка колесная — незаменимая деталь, которая применяется для крепления колес. Могут иметь разные: форму, цвет, размеры, кроме этого, гайки от разных производителей могут отличаться резьбой и составом метала из которого они изготовлены. Изготовляются по одним стандартам, имеет свои аналоги. Обычно, гайки изготовляются из металла реже из титана и алюминия. Что касается цвета, то чаще всего хромированные гайки пользуются популярностью или никелированные, и те, и другие не отличаются между собой стойкостью к коррозии. При выборе колесные гайки, здесь все индивидуально, цвет, внешний вид, каждый выбирает себе сам
По поводу цвета гайки, нужно обратить внимание на то, чтобы на ней не было синевы- это свидетельствует о том, что деталь перекалена. Колесная гайка должна быть изготовлена из качественных материалов и правильно закален. Не качественная гайка может добавить ненужные проблемы
Не качественная гайка может добавить ненужные проблемы.

Гайки.
Гайка — это крепежный элемент, который производится с внутренней специфической резьбой. Деталь, без которой не обойтись при сборке узлов машиностроения, при монтаже металлоконструкций, при ремонтных и сервисных работах. Предприятия, которые выпускают гайки разных типоразмеров с дюймовой резьбой, различных классов качества и прочности. Самая распространенная форма шестигранника, позволяет фиксировать ее гаечным ключом. Гайка применяется в любой промышленности, существует несколько видов, отличаются они между собой: размером резьбы, формой и предназначением. При использовании гайки не стоит забывать про шайбу, которую размещают под головкой гайки.

Благодаря шайбе усилие сжатия поверхности вокруг закрепленной гайки, распределяется равномерно.
Разновидности данной детали:
- гайка корончатая;
- шестигранная;
- квадратная;
- гайка сферическая;
- гайка барашек;
- квадратная гайка;
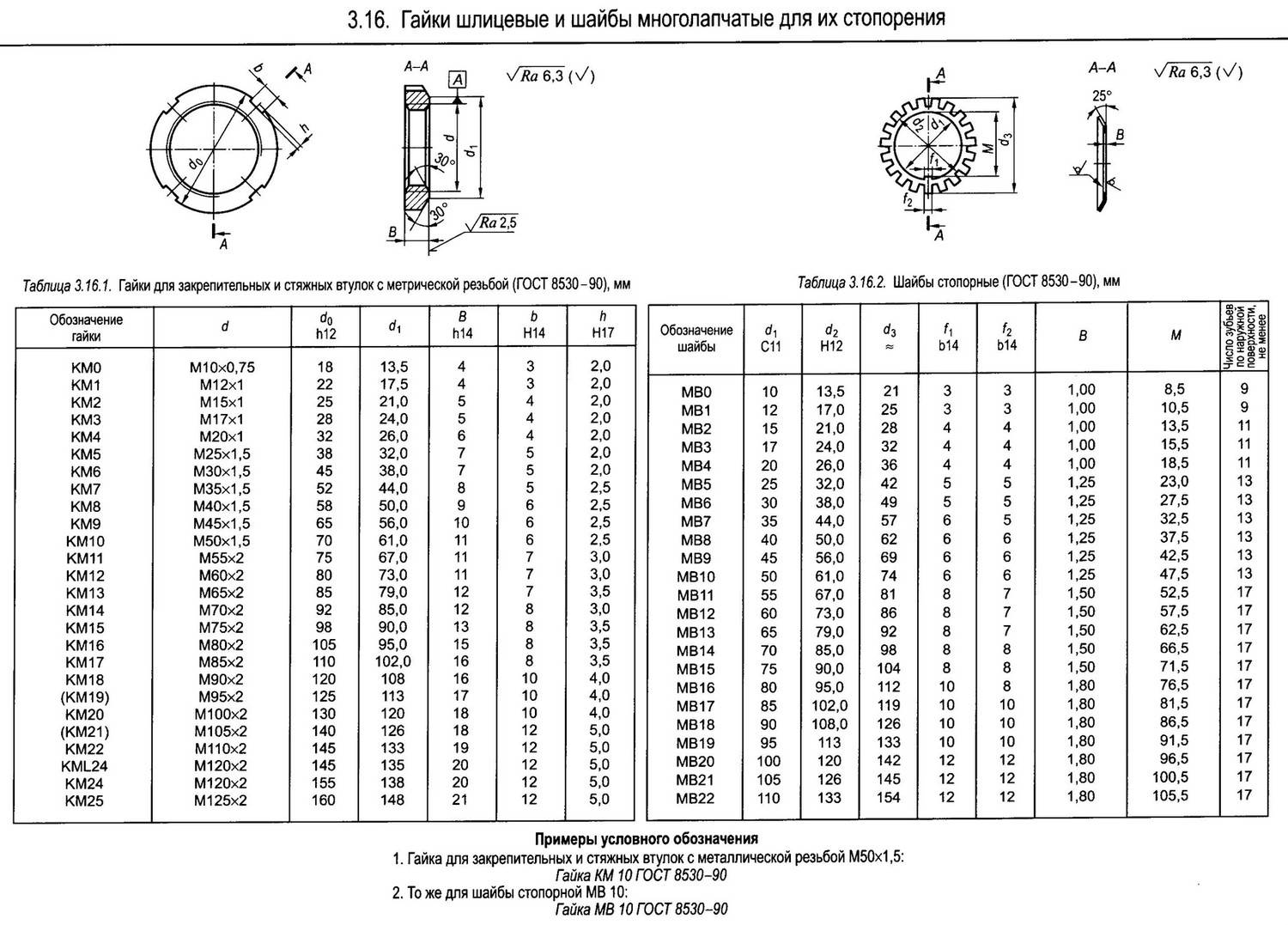
- шлицевая гайка;
- гайка с фланцем;
- низкая;
- колесная гайка;
- литая гайка и другие.
Каждая из них имеет свои способности и сферы применения. Существует еще много видов гаек, не вошедших в это перечисление, которые так же имеют широкое распространение.
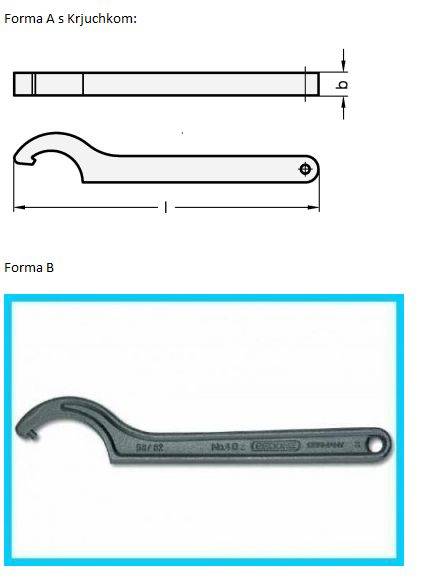
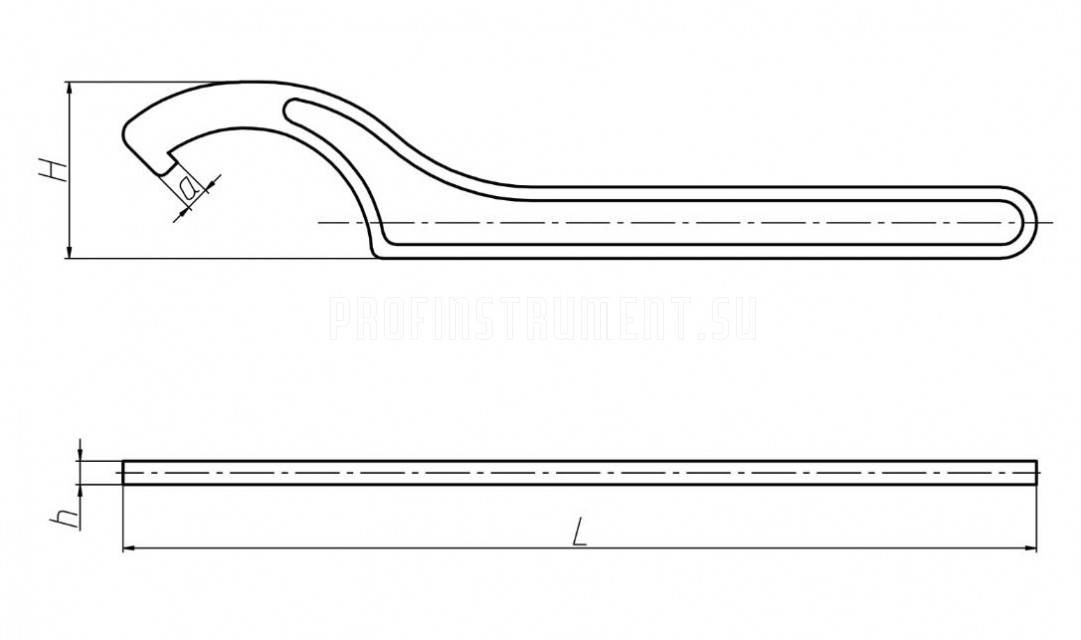
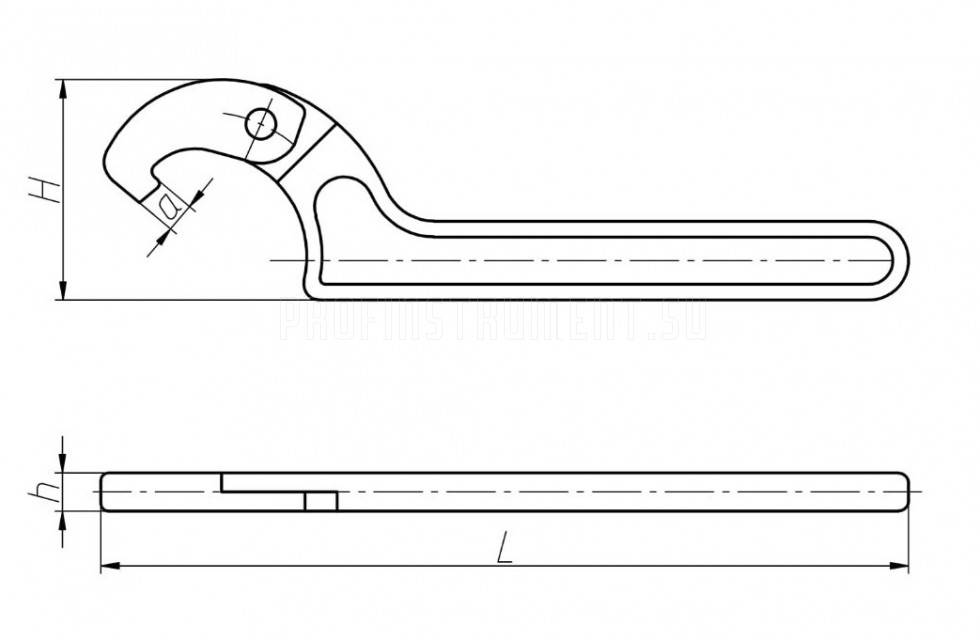
Ключ для работы со шлицевой гайкой
Зачастую для работы с гайками подобного типа используются цанговые (радиусные) ключи. Они представляют собой специнструмент с дугообразным хватом, который заканчивается крючкообразным захватом.
Что касается госстандарта 16984-79 для всех гаек подобного типа актуален типоразмер 21. Для создания такого инструмента применяются стали, которые содержат хром. Есть шарнирные ключи. В принципе, достаточно иметь только по 1 ключу для каждой группы и удастся спокойно работать со всеми диаметрами гаек.
Есть еще один инструмент, который позволяет работать с гайками такого типа — торцевые головки. Благодаря их использованию, удастся предельно эффективно использовать инструмент в условиях ограниченного пространства для уверенного захвата гайки. Таким образом, удастся плотно зафиксировать крепеж и перераспределить давление на все шлицы. Это позволит снизить риск деформации гайки.
Размеры гаек.
Размеры гаек — это расстояние между параллельными гранями, размеры зависят от требований к определенному виду разъемного соединения. Диаметр и шаг резьбы — это основные параметры гайки. Диаметр резьбы обозначают буквой d, шаг резьбы буквой P. Размеры, регламентируются ГОСТом, а также предусматриваются не рекомендуемые размеры гаек, с диаметром резьбы менее 2 мм. Могут быть удлиненные и короткие. Стандартная и самая распространенная гайка считается шестигранная, с диаметром резьбы от 1,6 до 48 мм. Для крепежа которой необходим гаечный ключ.
Когда потребителю этого вида крепежа, необходимо приобрести гайки, то в первую очередь необходимо ознакомится с предложениями от надежных, хорошо известных на рынке поставщиков.
Таблица размеров и весов шестигранных гаек ГОСТ 5927-70 от М1 по М10
Самостопорящиеся гайки
Среди шестигранных существует семейство самостопорящихся гаек. Эти гайки имеют в конструкции элементы, препятствующие откручиванию в процессе эксплуатации, например, при вибрации. Стопорящий элемент представляет собой кольцевой вкладыш из нейлона, который располагается в специальной канавке имеющейся на опорной поверхности гайки (Рис. 10).
Рис. 10
При навинчивании гайки под давлением резьбы вкладыш деформируется и препятствует свинчиванию гайки. Гайки с неметаллической вставкой бывают высокие DIN 982 и низкие DIN 985 (Рис. 11).

Рис. 11
На том же принципе основана гайка с фланцем DIN 6926 (Рис. 12).

Рис. 12
В то же время самостопорящаяся гайка с фланцем может быть выполнена и целиком из металла. Эффект стопорения обеспечивается деформацией резьбового отверстия гайки: оно имеет овальную форму DIN 6927 (Рис. 13).

Рис. 13
Цельнометаллическая самостопорщаяся гайка выпускается также на базе основного типа DIN 6925 (Рис. 14).

Рис. 14
Самостопорящиеся гайки выполняются также на базе корончатых, колпачковых и других гаек.
Неординарная стопорная гайка DIN 7967 вырубается из тонкой жести и используется чаще всего для законтривания (Рис. 15).

Рис. 15
Технические требования
4.1 Ключи изготовляют в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
4.2 Ключи изготовляют группы прочности А по
ГОСТ 2838из стали марки 40Х по ГОСТ 4543.Допускается применять сталь других марок, механические свойства которой в термообработанном состоянии не ниже, чем стали марки 40Х.
4.3 Ключи должны иметь твердость 40,5 … 45,5 HRC.
4.4 Прочность шестигранного зева ключа определяется испытательными крутящими моментами для группы прочности А по ГОСТ 2838, а присоединительного квадрата — по ГОСТ 25605.
4.5 Предельные отклонения размеров зевов внутренних шестигранников нормальной точности — по ГОСТ 25790.
4.6 Предельные отклонения размеров присоединительных квадратов — по ГОСТ 24372.
4.7 Допуск соосности зевов относительно наружных головок:
— 0,8 мм для головок диаметром до 36 мм;
— 1,0 мм для головок диаметром свыше 36 мм.
4.8 Допуск на половину длины ключа должен быть ±3% длины ключа . Угол, образованный двумя рукоятками ключа, должен быть 90° ±2°.
4.9 Параметр шероховатости Rz поверхностей ключей по
ГОСТ 2789должен быть, мкм, не более:— наружной цилиндрической поверхности рабочей головки и внутреннего шестигранника
—40,0;— остальных поверхностей — 80.
4.10 Ключи должны иметь одно из защитно-декоративных покрытий, указанных в
ГОСТ 2838. 4.11 Маркировка и упаковка
4.11.1 На ключе должны быть нанесены:
— товарный знак предприятия-изготовителя;
— сочетание размеров зевов.
4.11.2 Маркировка транспортной тары и упаковка ключей — по
ГОСТ 18088.
3 Размеры
3.1 Ключи изготовляют исполнений:
– 1 – с четырьмя внутренними шестигранниками;
– 2 – с тремя внутренними шестигранниками и одним присоединительным квадратом .
3.2 Основные размеры ключей исполнения 1 должны соответствовать указанным на рисунке 1 и в таблице 1, исполнения 2 – на рисунке 2 и в таблице 1.
Исполнение 1
|
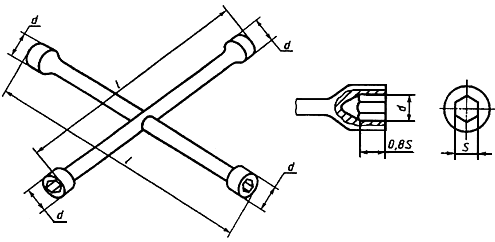
Рисунок 1
Исполнение 1
|
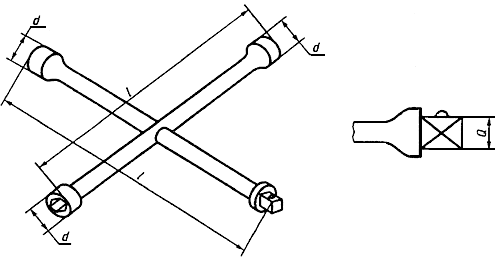
Рисунок 2
Примечание – Чертежи не определяют конструкцию.
Таблица 1
В миллиметрах
Обозначение ключей | Сочетание размеров зевов | Наружный диаметр головки , не более | Длина рукоятки , не менее | ||
Исполнение 1 | Исполнение 2 | ||||
7812-0601 | – | 17х19х22х24 | – | 38 | 355 |
– | 7812-0602 | – | 12,5х17х19х22 | ||
7812-0603 | – | 19х22х24х27 | – | 42,5 | 450 |
– | 7812-0604 | – | 12,5х19х24х27 | ||
7812-0605 | – | 22х24х27х32 | – | 49,5 | 630 |
– | 7812-0606 | – | 20х24х27х32 | ||
7812-0607 | – | 30х32х36х41 | – | 63,0 | 700 |
– | 7812-0608 | – | 20х32х36х41 |
Пример условного обозначения ключа с сочетанием размеров зевов 17х19х22х24 исполнения 1, нормальной точности Н, группы прочности А, с хромовым покрытием толщиной 9 мкм: Ключ 7812-0601.Н А Х9 ГОСТ Р 51981-2002
То же, исполнения 2: Ключ 7812-0602. Н А Х9 ГОСТ Р 51981-2002
ПРИЛОЖЕНИЕ 1 Рекомендуемое
РАЗМЕРЫ ГОЛОВОК ГАЕЧНЫХ КЛЮЧЕЙ
С зевом 10 мм | С зевом 10 мм | ||
|
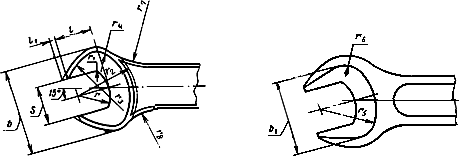
Примечание. Середина дуги радиуса должна находиться в точке пересечения осей рукоятки и зева.
2,5 | 7 | – | 4 | 0,5 | 5 | 1 | 9 | 10 | 3,0 | – | – | 10 | 5 |
3,2 | 8 | 5 | |||||||||||
4,0 | 10 | ||||||||||||
5,0 | 12 | 6 | |||||||||||
5,5 | 13 | 6 | 10 | 14 | 4,0 | 14 | 7 | ||||||
6,0 | 14 | 7 | 2 | 11 | |||||||||
7,0 | 15 | 12 | |||||||||||
8,0 | 20 | 8 | 1,0 | 7 | 13 | 15 | 4,5 | 15 | 8 | ||||
9,0 | 21 | 9 | 15 | 17 | 5,0 | 17 | 9 | ||||||
10,0 | 22 | 10 | 8 | 3 | 16 | 19 | 6,0 | 19 | 10 | ||||
11,0 | 24 | 19 | 12 | 9 | 17 | 21 | 7,0 | 13 | 6 | 21 | 11 | ||
12,0 | 26 | 20 | 13 | 10 | 19 | 23 | 8,0 | 14 | 23 | 12 | |||
13,0 | 28 | 21 | 14 | 20 | 24 | 24 | |||||||
14,0 | 30 | 22 | 15 | 11 | 4 | 21 | 26 | 9,0 | 15 | 26 | 13 | ||
15,0 | 32 | 24 | 16 | 12 | 23 | 27 | 10,0 | 17 | 7 | 27 | 14 | ||
16,0 | 34 | 26 | 13 | 24 | 28 | 18 | 28 | 15 | |||||
17,0 | 35 | 27 | 17 | 25 | 29 | 29 | |||||||
18,0 | 39 | 29 | 18 | 14 | 27 | 28 | 11,0 | 19 | 31 | 16 | |||
19,0 | 42 | 31 | 19 | 28 | 32 | 12,0 | 20 | 32 | |||||
21,0 | 45 | 33 | 20 | 15 | 5 | 34 | 14,0 | 21 | 8 | 34 | 17 | ||
22,0 | 46 | 34 | 21 | 31 | 35 | 15,0 | 22 | 35 | 18 | ||||
24,0 | 50 | 38 | 23 | 16 | 33 | 38 | 16,0 | 24 | 9 | 38 | 19 | ||
27,0 | 55 | 41 | 26 | 2,0 | 18 | 38 | 41 | 17,0 | 26 | 10 | 41 | 20 | |
30,0 | 62 | 46 | 28 | 19 | 6 | 42 | 44 | 19,0 | 28 | 11 | 44 | 22 | |
32,0 | 65 | 48 | 30 | 20 | 45 | 47 | 21,0 | 29 | 12 | 47 | 24 | ||
34,0 | 70 | 51 | 32 | 22 | 7 | 48 | 50 | 22,0 | 31 | 13 | 50 | 25 | |
36,0 | 75 | 54 | 34 | 23 | 50 | 52 | 33 | 52 | 26 | ||||
41,0 | 85 | 61 | 38 | 26 | 55 | 60 | 24,0 | 36 | 14 | 60 | 30 | ||
46,0 | 95 | 68 | 42 | 29 | 8 | 62 | 65 | 26,0 | 40 | 15 | 65 | 32 | |
50,0 | 102 | 74 | 46 | 31 | 67 | 72 | 28,0 | 43 | 16 | 72 | 36 | ||
55,0 | 112 | 81 | 51 | 3,0 | 34 | 9 | 73 | 77 | 32,0 | 47 | 18 | 77 | 38 |
60,0 | 122 | 88 | 55 | 37 | 81 | 83 | 37,0 | 51 | 20 | 83 | 42 | ||
65,0 | 132 | 95 | 60 | 40 | 10 | 88 | 90 | 43,0 | 55 | 22 | 90 | 45 | |
70,0 | 142 | 102 | 65 | 42 | 95 | 97 | 48,0 | 58 | 24 | 97 | 48 | ||
75,0 | 152 | 109 | 68 | 45 | 11 | 103 | 100 | 53,0 | 62 | 26 | 100 | 50 | |
80,0 | 165 | 116 | 72 | 48 | 112 | 110 | 58,0 | 66 | 30 | 110 | 55 | ||
85,0 | 175 | 123 | 77 | 51 | 120 | 120 | 63,0 | 70 | 34 | 120 | 60 |
(Измененная редакция, Изм. N 1, 2).








Е
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
Hook wrenches for round slotted nuts. Design and dimensions
ОКП 392652
гост
16984-79*
Взамен
ГОСТ 16984—71
с 01.07.80
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
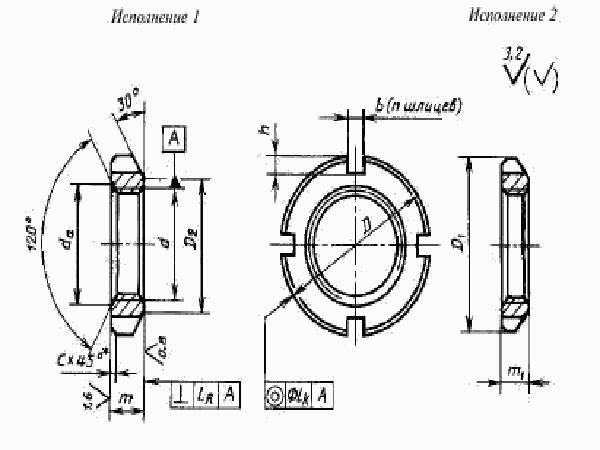
1. Настоящий стандарт распространяется на ключи для круглых шлицевых гаек по ГОСТ 11871—80 с наружными диаметрами от 12 до 250 мм, изготовляемые для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. № 1).
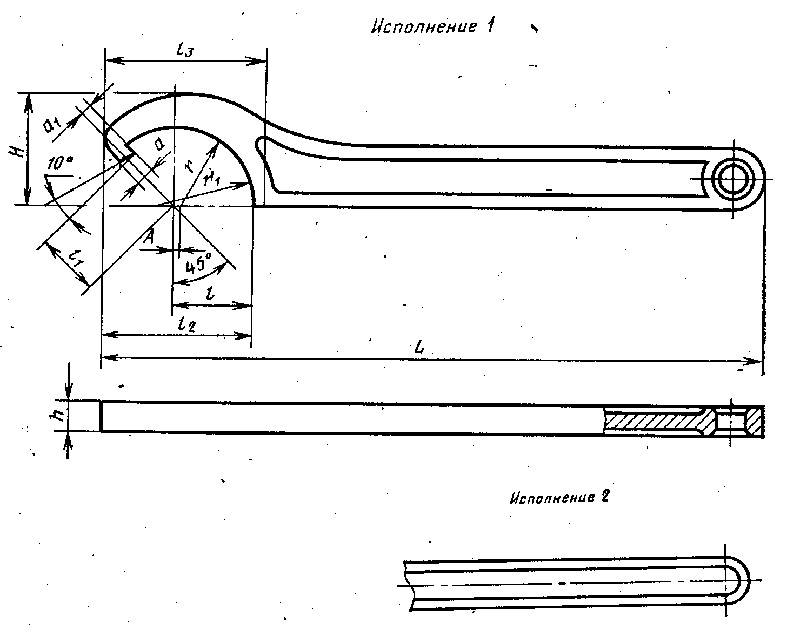
2. Основные размеры ключей должны соответствовать указанным в таблице и на чертеже.
Издание официальное Перепечатка воспрещена
★
Е
* Переиздание (ноябрь 1985 г) с Изменением А$ 7, утвержденным в декабре 1984 г. (МУС 3—55).
Издательство стандартов, 1985
мм
Ключи исполнения I | Ключи исполнения 2 | Наружный диаметр гаек D | h (пред, откл. по Ы6) | а (пред, откл. по hi5) | «1 | L | 1 | |||
Обозна чение | Приме няе мость | Обозна чение | Приме няе мость | |||||||
7811-0311 | 7811-0411 | 12 | 3 | 1.4 | 0,80 | 105 | 6.0 | |||
7811-0312 | 7811-0412 | 14—16 | ПО | 7.0 | ||||||
7811-0313 | 7811-0413 | 22—24 | 5 | 3,0 | 1,75 | 130 | 11,0 | |||
7811-0314 | 7811-0414 | 26—28 | «3,5 | 2,00 | 145 | 13,0 | ||||
7811-0315 | 7811-0415 | 30—34 | 6 | 4.5 | 2,50 | 155 | 15,0 | |||
7811-0316 | 7811-0416 | 38—42 | 7 | 165 | 19,0 | |||||
7811-0317 | 7811-0417 | 45—52 | 190 | 22,5 | ||||||
7811-0318 | 7811-0418 | 55-60 | 5,0 | 3,00 | 215 | 27,5 | ||||
7811-0319 | 7811-0419 | 65—70 | 8 | 240 | 32,5 | |||||
7811-0320 | 7811-0421 | 75-85 | 7.0 | 4.00 | 270 | 37,5 | ||||
7811-0321 | 7811-0422 | 90—95 | 10 | 290 | 45,0 | |||||
7811-0322 | 7811-0423 | 100—110 | 8,0 | 5,00 | 315 | 50.0 | ||||
7811-0323 | 7811-0424 | 115—120 | 340 | 57.5 | ||||||
7811-0324 | 7811-0425 | 125—130 | 10,0 | 6,00 | 350 | 62,5 | ||||
7811-0325 | 7811-0426 | 135—140 | 12 | 370 | 67,5 | |||||
7811-0326 | 7811-0427 | 150—160 | 12,0 | 7,00 | 390 | 75,0 | ||||
7811-0327 | 7811-0428 | 165—170 | 15 | 420 | 82,5 | |||||
7811-0328 | 7811 0429 | 175—190 | 440 | 87,5 | ||||||
7811-0329 | 7811-0431 | 200—210 | 14,0 | 8,00 | 480 | 100,0 | ||||
7811-0330 | 7811-0432 | 220—230 | 515 | 110,0 | ||||||
7811-0331 | 7811-0433 | 240—250 | 580 | 120,0 |
Примечания: 1. Неуказанные предельные отклонения, кроме размеров 2. Предельные отклонения размера h выдержать на длине головки ключа /3. (Измененная редакция, Изм. № 1).
*1 | h | h | А | г | Г1 | Н | Масса, кг, не более | |
4,5 | 13,0 | 18 | 0,5 | 6,7 | 7,0 | 12 | 0,012 | |
5,5 | 15,0 | 20 | 7,6 | 8,0 | 0,024 | |||
9,0 | 23,0 | 28 | 1,0 | 12,0 | 12,5 | 18 | 0,048 | |
11.0 | 27,0 | 32 | 14,0 | 14,5 | 22 | 0,064 | ||
12,5 | 30,0 | 36 | 16,0 | 16,5 | 23 | 0,097 | ||
16,5 | 36,0 | 40 | 19,5 | 20,5 | 29 | 0,115 | ||
20,0 | 43,5 | 56 | 23,0 | 24,0 | 32 | 0,152 | ||
25,0 | 54,0 | 63 | 1,5 | 29,0 | 29.5 | 41 | 0,197 | |
30,0 | 63,5 | 75 | 34,0 | 34,5 | 48 | 0,261 | ||
34,0 | 73,0 | 85 | 39,0 | 39,5 | 53 | 0,285 | ||
41,5 | 85,0 | 95 | 2,0 | 46,0 | 47,5 | 61 | 0,415 | |
45,5 | 95,5 | 105 | 51,5 | 52,5 | 69 | 0,451 | ||
53,0 | 108,5 | 120 | 59,5 | 60,0 | 77 | 0,574 | ||
57,0 | 117,5 | 130 | 64.5 | 65,0 | 82 | 0,644 | ||
62,0 | 128,5 | 140 | 2.5 | 70,0 | 70,5 | 91 | 0,820 | |
68,5 | 143,0 | 155 | 77,5 | 78,0 | 99 | 0,925 | ||
76,5 | 157,5 | 170 | 85,0 | 85,5 | 111 | 1,370 | ||
81,5 | 167,5 | (80 | 90,0 | 91,5 | 118 | 1,588 | ||
93,0 | 190,0 | 200 | З.С | 103,0 | 104,0 | 134 | 1,897 | |
103,0 | 210,0 | 220 | 113,0 | 114,0 | 147 | 2,268 | ||
113,0 | 229,0 | 250 | 123,0 | 124,0 | 159 | 2,756 |
IT18
аь /з* Д—±
Исполнение 1
Исполнение 2
Пример условного обозначения ключа для круглых шлицевых гаек с наружными диаметрами 55—60 мм исполнения 1 с шероховатостью поверхностей исполнения 1 по ГОСТ 2838—80 с покрытием хромовым толщиной 1 мкм с подслоем никеля толщиной 12 мкм:
Ключ 7811-0318 1 Н12.Х1 ГОСТ 16984—79
То же, ключа для круглых гаек исполнения 2:
Ключ 7811-0418 1 Н12. XI ГОСТ 16984—79
3. Ключи должны изготовляться из стали марки 40Х по ГОСТ 4543—71 или 45 по ГОСТ 1050—74.



4. Твердость ключей всех размеров на длине h должна быть HRC3 41,5 . . . 46,5.
(Измененная редакция, Изм. № 1).
5. Технические требования — по ГОСТ 2838—80.
6. Размеры конструктивных элементов ключей указаны в рекомендуемом приложении.
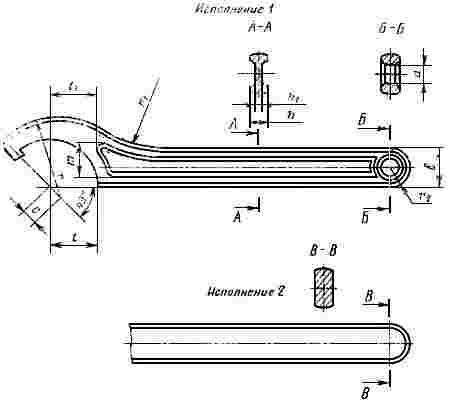
ПРИЛОЖЕНИЕ Рекоменд уемое
РАЗМЕРЫ ЭЛЕМЕНТОВ КЛЮЧЕЙ
Исполнение 1
В
ми
Наруж ный диаметр гаек D | В | h | hi | С | г | Гу | Гг | 1 | 1у | т | а (пред, откл. по Н16) |
12 | 10 | 3 | о | 14 | 10 | 5.0 | 6,0 | ||||
14—16 | о | 7.0 | 6 | ||||||||
22—24 | 12 | 2.5 | 22 | 22 | 6,0 | 11,0 | 11 | 10 | |||
26—28 | 5 | 5 | 26 | 26 | 13,0 | 13 | |||||
30—34 | 15 | 6 | 27 | 27 | 7,5 | 15,0 | 15 | 12 | |||
38—42 | 16 | 3,0 | 33 | 35 | 8,0 | 19,0 | 20 | 8 | |||
45—52 | 18 | 7 | 6 | 37 | 40 | 9,0 | 22,5 | 21 | 17 | ||
55—60 | 20 | 8 | 47 | 45 | 10,0 | &7,5 | 28 | 21 | |||
65—70 | 8 | 54 | 52 | 32,5 | 32 | 25 | 10 | ||||
75—85 | 22 | 3,5 | 60 | 60 | 11,0 | 37,5 | 35 | 30 | |||
90—95 | 25 | 9 | 68 | 65 | 12,5 | 45,0 | 43 | 31 | 13 | ||
100—110 | 10 | 75 | 75 | 50,0 | 44 | 38 | |||||
115—120 | 28 | 85 | 85 | 14,0 | 57,5 | 51 | 45 | ||||
125—130 | 4.0 | 10 | 90 | 90 | 62,5 | 57 | 47 | 16 | |||
135—140 | 30 | 12 | 98 | 95 | 15,0 | 67,5 | 60 | 52 | |||
150—160 | 32 | 107 | 16,0 | 75,0 | 65 | 58 | |||||
165—170 | 34 | 120 | 120 | 17,0 | 82,5 | 70 | 64 | ||||
175—190 | 38 | 12 | 127 | 127 | 19,0 | 87,5 | 74 | 69 | 18 | ||
200—210 | 15 | 5.0 | 143 | 143 | 100,0 | 84 | 80 | ||||
220—230 | 45 j | 13 | 156 | 156 | 22.5 | 110,0 | 91 | 88 | on | ||
240—250 | 168 | 168 | 120,0 | 100 | 95 | 20 |
Примечание. Неуказанные предельные отклонения размеров — по 2-му классу точности ГОСТ 7505—74.
Редактор Л. Л. Владимиров Технический редактор Af. И. Максимова Корректор Af. Af. Герасименко
Сдано в на б. 15.07.85 Подп. в гтеч. 19.12.85 0,75 уел. п. яг. 0,75 уел. кр.-отт. 0,29 уч.-язд. я.
Тираж 20000 Цена 3 кон.
Ордена «Знак Почета» Издательство стандартов, 123840. Москва, ГСП,
Новопресненскнй пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Мандауго, 12/14, Зал. 3574.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.064 Государственная система обеспечения единства измерений. Государственная поверочная схема для средств измерений твердости по шкалам Роквелла и Супер-Роквелла
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2838 Ключи гаечные. Общие технические условия
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 6424 Зев (отверстие), конец ключа и размер “под ключ”
ГОСТ 18088 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 24372 Ключи гаечные торцовые немеханизированные со сменными головками. Квадраты присоединительные наружные и внутренние. Размеры
ГОСТ 25605 (ИСО 3315-88, ИСО 3316-88) Ключи гаечные торцовые немеханизированные и приводные и соединительные части. Общие технические условия
ГОСТ 25790 Ключи гаечные торцовые с внутренним шестигранником. Технические условия
ГОСТ 26810 Инструмент слесарно-монтажный. Правила приемки
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю “Национальные стандарты”, который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя “Национальные стандарты” за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
Гайка. Как определить размер?
Гайка представляет собой крепежную деталь винтовой передачи или же резьбового соединения. От других деталей отличаются отверстием с резьбой. Вместе с болтом (винтом) она образует винтовую пару. Гайки, которые навинчиваются на шпильку или болт, составляют болтовое соединение. Чаще всего на производствах изготавливают гайки шестигранной формы. Их специально делают под гаечный ключ. Также в продаже можно еще найти гайки с выступами «барашками», квадратной формы, круглые с насечкой и других форм. Производятся они из автоматной стали. Для этого используются специальные станки-автоматы.
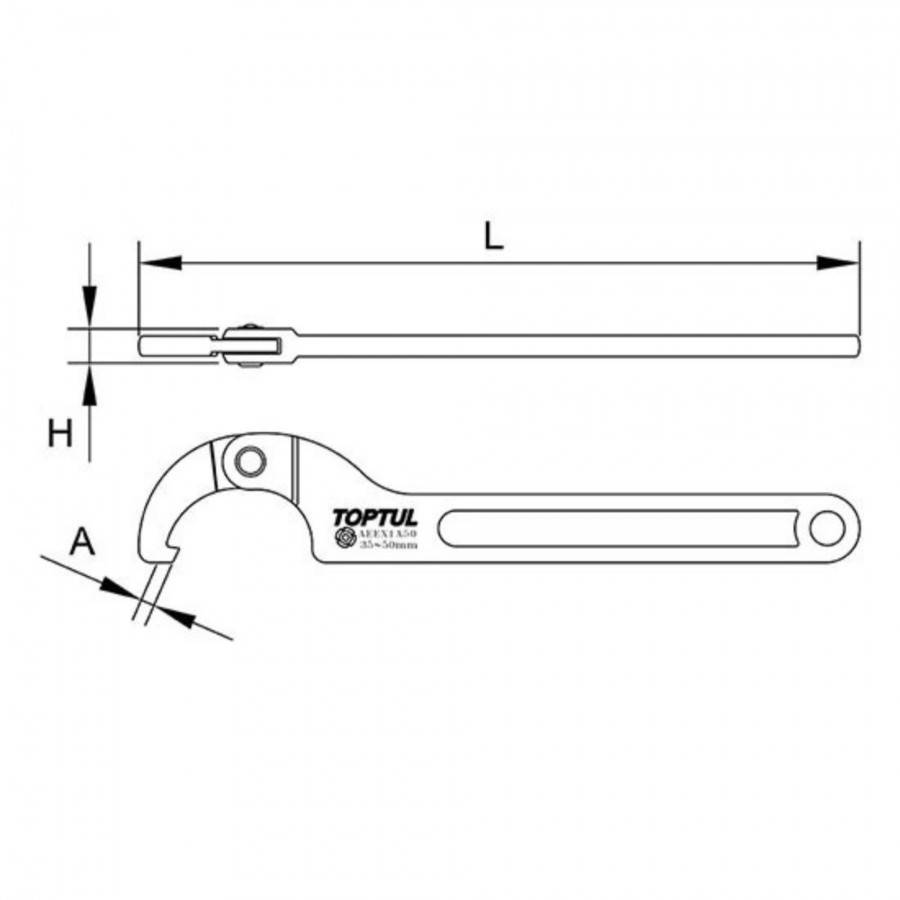
Особенности инструмента
Чтобы затянуть или открутить такой вид гайки, используются специальные ключи для шлицевых гаек с определенной геометрией и типом захвата:
- цанговые;
- радиусные;
- серповидные.
Если сравнивать с классическими видами инструментов, они сильно отличаются от тех, которые применяются для шлицевых гаек, где рабочая сторона имеет дуговой захват с подвижной частью на шарнире.
Установленные нормы диаметров отверстий гаек по ГОСТу 11871-88 составляют от 6 мм до 20 см. При этом, максимальные размеры наружных составляют от 12 мм до 25 см. Шлицевые расстояния находятся в диапазоне 11,5-223 мм. Исходя из величины колец, можно выбрать от четырех до восьми шлицев.
Несмотря на то, что диаметр открытого зева инструмента полностью совпадает с размером гайки, именно шарнирный механизм позволяет ключу подходить и под другие размеры. Поэтому подобные ключи считаются универсальными. Достаточно приобрести несколько ключей, благодаря которым можно работать с широким диапазоном крепежа. Зачастую инструмент используется для гаек с диаметром в диапазоне 19-155 мм.
Одним из самых важных характеристик инструмента под шлицевые гайки является материал ключей. Он обязательно должен быть долговечным, поэтому их создают из стали на базе ванадия и хрома или специальной инструментальной стали. Для того чтобы инструмент выдерживал неблагоприятные воздействия окружающей среды, на него наносят специальные средства и подвергают химическим реакциям: оцинковка, оксидирование, хромирование.
Мебельные гайки
В ассортименте ЦКИ имеется четыре очень непохожих друг на друга гайки, применяемых при производстве мебели.Гайка забивная устанавливается цилиндрической частью в предварительно подготовленное отверстие и забивается так, чтобы острые шипы по периметру «впились» в деревянную основу и препятствовали прокручиванию гайки в основании.
Гайка ввертная (она же «муфта мебельная») ввертывается своей внешней крупной резьбой в предварительно подготовленное (в соответствии со специальной таблицей DIN) отверстие.
Затем ее внутреннее резьбовое отверстие работает как в обычной гайке (Рис. 15).
Рис. 15
Гайка декоративная (гайка Эриксона), как правило, устанавливается в сквозном отверстии совместно с ответным винтом.
Гайка потайная (иногда называют «бочонок»). Устанавливается в цилиндрическое отверстие в деревянной основе таким образом, чтобы резьбовое отверстие было совместимо с соответствующим винтом.
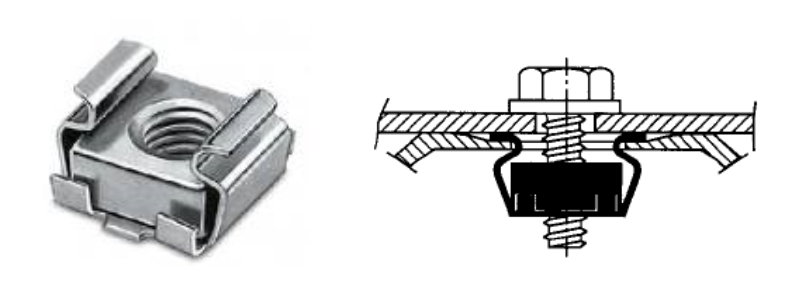
Гайка кузовная – скорее уже не деталь, а сборка. Она состоит из двух деталей: вкладыша и обоймы. Вкладыш – обычная квадратная гайка. Обойма изогнута особым образом из пружинной стали. Гайка используется при сборке кузовов автомобилей, организуя отверстия с резьбой в тонкой обшивке, направляющих электрических систем.
 Гайка отрывная (иногда говорят срывная) антивандальная. Особый вид гайки, демонтаж который невозможен. Антивандальная гайка – это крепёжная деталь с нарезанной внутренней резьбой. Состоит из двух сочленённых частей: шестигранной, которая нужна для того, чтобы затянуть гайку целиком, и гладкой нижней, которая и остаётся после затяжки на месте монтажа. Подробнее посмотреть об особенностях работы можно в кратком обзорном ролике.
Гайка отрывная (иногда говорят срывная) антивандальная. Особый вид гайки, демонтаж который невозможен. Антивандальная гайка – это крепёжная деталь с нарезанной внутренней резьбой. Состоит из двух сочленённых частей: шестигранной, которая нужна для того, чтобы затянуть гайку целиком, и гладкой нижней, которая и остаётся после затяжки на месте монтажа. Подробнее посмотреть об особенностях работы можно в кратком обзорном ролике.
Понравился материал?