

Пеноблок или газоблок – что лучше
Для того чтобы ответить на этот вопрос нужно обратить свое внимание на ряд факторов:
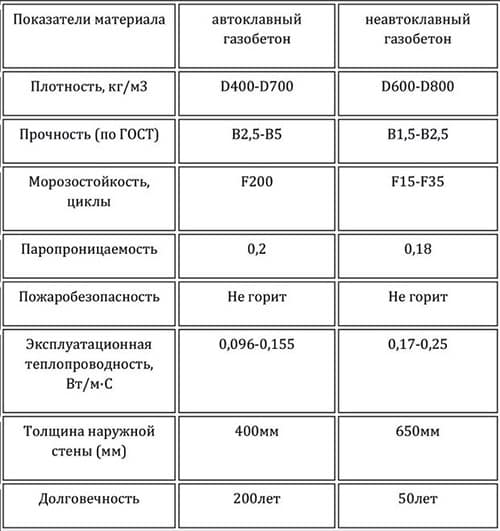
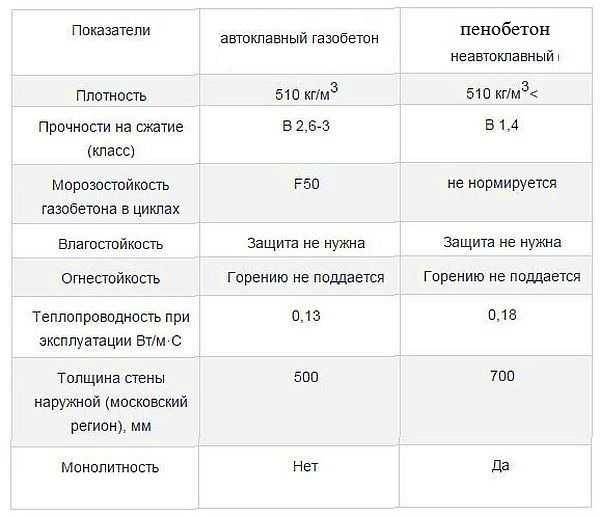
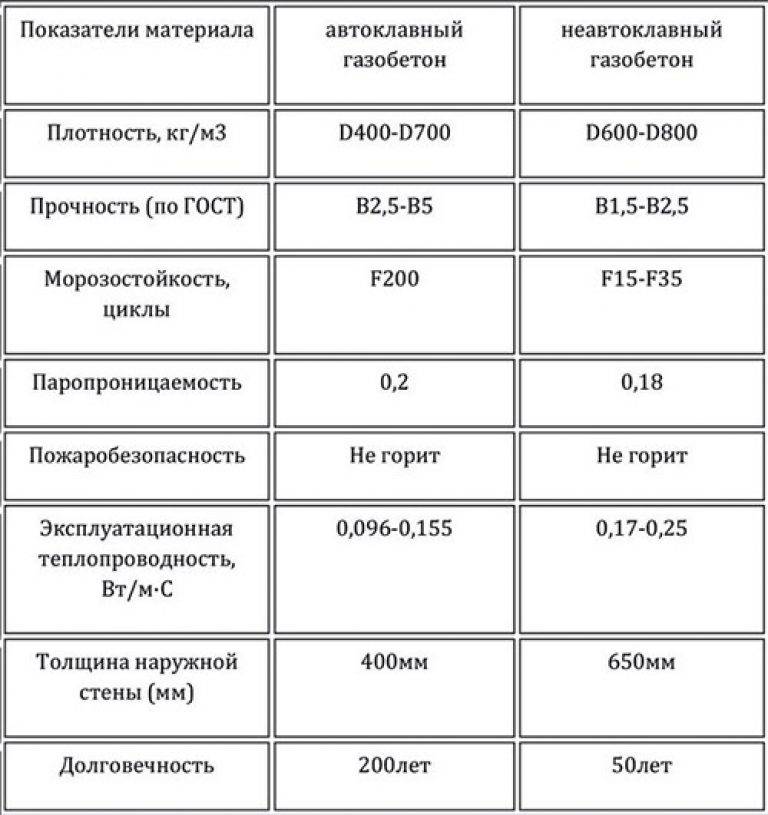
Автоклавный газоблок имеет меньшую плотность в сравнении с пеноблоком, и поэтому он может обладать большей прочностью.
Из-за отсутствия сообщений между порами, пеноблок менее восприимчив к увлажнению, чем газоблок.
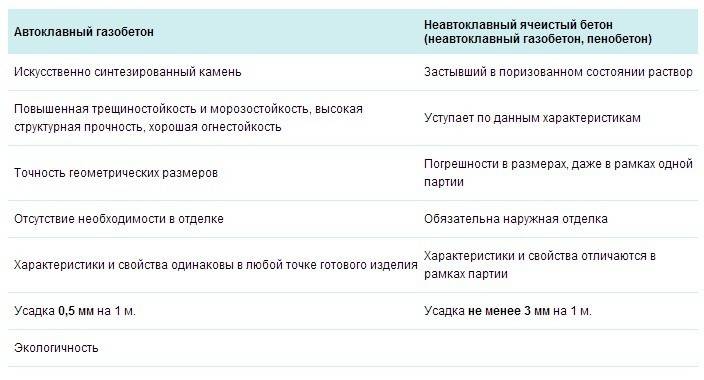
В отличие от пенобетона, газобетон практически не усаживается.
Газобетон, без потери прочности, может находиться под воздействием открытого пламени в два раза дольше.
Резюмируя, газобетон превосходит пенобетон по подавляющему большинству параметров. Благодаря этому факту он пользуется большим спросом на отечественном и мировом рынке стройматериалов.
Состав и технология производства газобетонных блоков
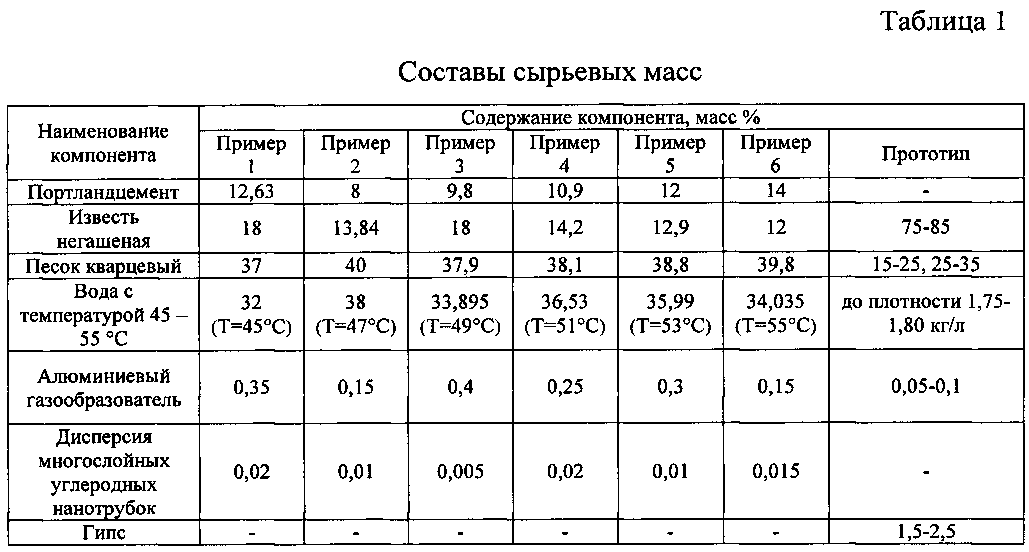
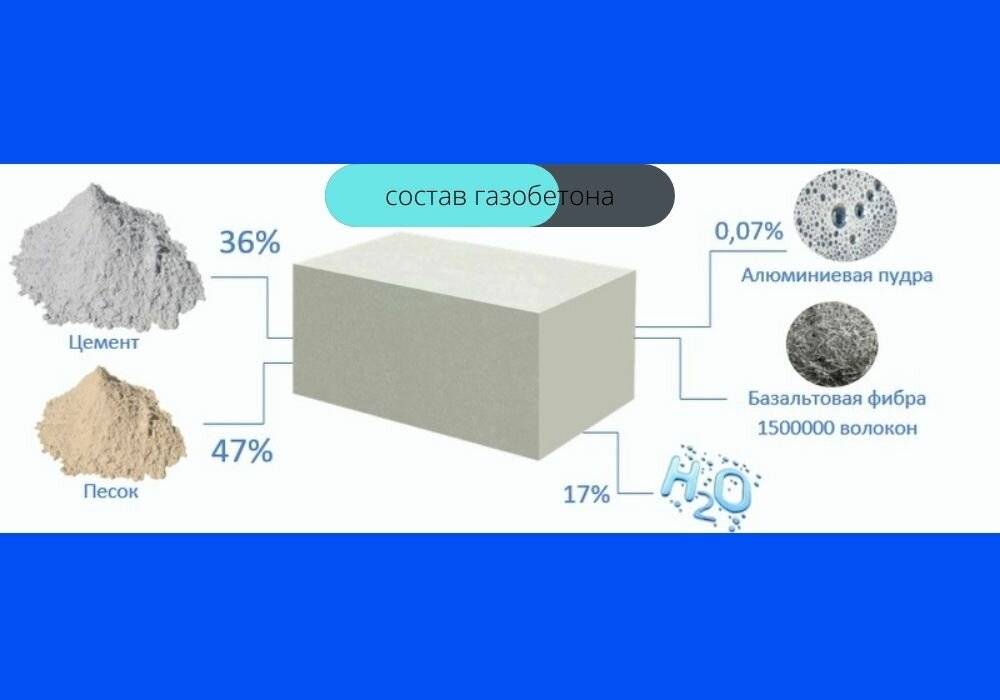
В состав газобетона входят:
- Песок, преимущественно кварцевый, около 70 %.
- Портландцемент 8 – 10 % с высоким содержанием силиката кальция (от 60 %).
- Вода.
- Негашеная известь до 20 % с большим содержанием оксидов магния и цинка.
- Гипс 2 %.
- Пудра из алюминия 2 % – порообразующий компонент. Чаще используют пасты и суспензии из алюминия, так как при добавлении порошка в чистом виде образуется много пыли.
Хлорид кальция добавляют для ускорения процессов затвердения материала. Если добавить армирующие волокна, газобетон получится более прочным. Тогда из него можно делать плиты перекрытия, перемычки. Иногда в состав газосиликатных блоков вводят отходы металлургического производства – золу и шлаки.
Точные состав и пропорции, из чего делают газосиликатные блоки, определяются ГОСТом и зависят от целей строительства. Чтобы получить нужный вид газобетона, закладывают компоненты в соответствующих пропорциях. Процентная доля пор в газобетоне определяет вес и прочность готовой плиты, колеблется в большом диапазоне:
- От 38 % для получения прочных строительных блоков.
- Около 52 % в облегченных плитах, предназначенных для межкомнатных перегородок, надстроек над готовым зданием – мансард, верхних этажей, одноэтажных легких хозяйственных построек.
- До 92 % для получения плит как теплоизоляционного или отделочного материала, на которые не предусмотрены функциональные нагрузки.
Подготовка компонентов смеси осуществляется на отдельных технологических установках (шаровых мельницах), перемалывающих гипс, песок и другие компоненты до состояния шлама плотностью 1,71–1,72 кг/л.
Мощность данного оборудования позволяет перерабатывать 25 тонн прямого шлама в час. Дозировка компонентов выполняется при помощи компьютерного оборудования полностью в автоматическом режиме на основе конкретной рецептуры. Помимо массы учитывается также плотность и температура отдельных элементов смеси.
Корректировка данных показателей производится путем добавления теплой или холодной воды из резервуаров, которыми оснащена смесительная башня.
Приготовление алюминиевой суспензии осуществляется на отдельном участке и добавление ее в смесь происходит через высокоточный весовой дозатор.
Газобетонные блоки торговой марки Bonolit производятся из натуральных компонентов. Для создания смеси используется известь, гипс, кварцевый песок, вода, а также цемент и газообразующие компоненты (алюминиевая паста или пудра).
Наличие газообразователя в смеси дает возможность создать сквозные равномерные ячейки в структуре готовых изделий, что снижает их массу и теплопроводность. Для формирования однородного состава используется специализированное оборудование (шаровые мельницы, шламбассейны и т. д.).
Автоклавное изготовление
Для получения пенобетонной продукции необходимо смешать цементный раствор с добавками; ускорители и порообразователи нужны для образования ячеек внутри смеси во время ее приготовления и твердения. Этот процесс влияет на вес, плотность и прочность материала в конечном итоге. Готовую однородную массу отправляют по шлангам или трубам в автоклав. Внутри установки создаются оптимальные условия для обеспечения правильного твердения блока:
- температура колеблется в пределах 175-200 °С;
- давление – 0,8-1,3 МПа;
- наличие насыщенного водяного пара.
 Огромную роль играют добавки. Такой дополнительный компонент как алюминиевая пудра, вступающая в реакцию с кварцевым песком, цементом и негашеной известью, образует прочный минерал – доберморит, который практически не дает изделию усадки. Также обработка в автоклаве способствует быстрому переходу частиц гидрата окиси кальция в кристаллическое состояние, обеспечивая при этом прочное сцепление с кварцевым песком, что существенно увеличивает прочность цементно-песчаного скелета ячеистого бетона.
Огромную роль играют добавки. Такой дополнительный компонент как алюминиевая пудра, вступающая в реакцию с кварцевым песком, цементом и негашеной известью, образует прочный минерал – доберморит, который практически не дает изделию усадки. Также обработка в автоклаве способствует быстрому переходу частиц гидрата окиси кальция в кристаллическое состояние, обеспечивая при этом прочное сцепление с кварцевым песком, что существенно увеличивает прочность цементно-песчаного скелета ячеистого бетона.
В результате химических реакций в автоклаве, нужная прочность достигается за 2 суток и она в несколько раз больше, чем у пенобетона, который твердеет в естественных условиях в течение 28 дней. В автоклавной среде происходит образование трех кальциевого силиката, который не может получиться в обычных условиях, а он влияет на эффективность, так за счет него уменьшается расход цемента и снижается объемный вес пенобетона. Еще для повышения качества автоклавной обработки следует проводить совместный помол цемента и песка.

Преимущества и недостатки
Автоклавный способ дает следующие преимущества:
- Твердение за 1-2 дня;
- Повышается производительность;
- Минимальность усадки и деформации;
- Низкий коэффициент образования трещин;
- Большая прочность;
- Высокие теплоизоляционные показатели.
Вся продукция данного типа соответствует требованиям ГОСТ №25485-89 и ГОСТ №21520-89, нормам СНиП 23-02-2003 и МГСН 2.04-97, а это гарантия качества товара. Автоклавное производство рассчитано на большие предприятия, так как оборудование очень дорогостоящее и требуются большие энергозатраты.
Технология производства
Состав
В составе данного типа ячеистого бетона используют следующие основные компоненты:
- Портландцемент – является вяжущим элементом;
- Наполнители – песок в чистом виде, либо с добавлением золы-уноса ТЭЦ, мела, гипса и пр.
- Алюминиевая пудра – используется при формировании материала в качестве парообразующего вещества.
Кроме того, для улучшения характеристик, в состав неавтоклавного газобетона добавляют различные модифицированные добавки, к примеру, полуводный микрокремнезем или гипс. Для ускорения процесса твердения используют хлорид кальция.

На фото — структура изделия
На сегодняшний день ведутся работы по увеличению прочностных характеристик изделия выполненного неавтоклавным методом. Самым перспективным считается использование различных армирующих добавок, представляющих собой волокна разного происхождения.
Это могут быть:
- Стекловолокна;
- Полимерные волокна;
- Базальтовые;
- Асбестовые и пр.
Кроме того, положительный результат дает и увеличение на 5-10 процентов содержания наполнителя в составе, к примеру, золы-уноса или микрокремнезема. Причем, это позволяет не только повысить прочность ячеистого бетона, но и уменьшить его стоимость.

Формы для изготовления блоков
Изготовление
Технология производства неавтоклавного газобетона основана на том, что в результате химической реакции алюминиевой пудры и щелочи в составе смеси, внутри нее образуются поры, которые заполняются воздухом. Получившуюся пористую смесь оставляют застывать в естественных условиях, т.е. без применения автоклавов (специальных печей).
Иногда оборудование для неавтоклавного газобетона содержит пропарочные печи. Благодаря качественному пропарочному режиму, тоже улучшаются прочностные характеристики изделия.
Надо сказать, что неавтоклавному ячеистому бетону свойственны сквозные поры, в результате чего он обладает плохими гидроизоляционными свойствами. Однако, благодаря внедрению современных технологий, этим параметром материал стал приближаться к автоклавному газобетону.
Легкий блок удобно укладывать своими руками
Состав
Автоклавный газобетон получают с помощью обжигания блоков в специальных автоклавных печах, где их подвергают высокому давлению до 12 атм. и температуре в 191 °С. Это позволяет не только ускорить процесс отвердения материала, но также получить материал с улучшенными характеристиками прочности в сравнении с обычными неавтоклавными блоками. В процессе обжигания изменяется молекулярная структура материала и в результате получают газобетон, напоминающий вулканическую породу тоберморит.
 Автоклавный газобетон получают при обжигании материала в специальных печах, в которых на него воздействуют высоким давлением и температурой
Автоклавный газобетон получают при обжигании материала в специальных печах, в которых на него воздействуют высоким давлением и температурой
Газобетон, полученный путем автоклавного обжигания, часто называют газосиликатом. Его состав включает:
- Портландцемент.
- Кварцевый песок.
- Известь.
- Алюминиевую пудру.
- Гипс.
- Воду.
Теплоизоляционные свойства
Характеристики сохранения тепла напрямую зависят от плотности. Тут уж лучшие показатели демонстрирует пенобетон, минусом использования в строительстве которого является низкая прочность. Для кладки стен используют более плотные материалы – плотность кг/м3 должна составлять минимум 700 килограмм на кубический метр. И если использовать неавтоклавный газобетон такой плотности, то из-за мостиков холода толстых швов характеристики еще понижаются.


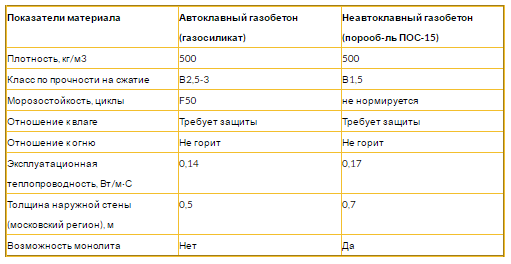
Автоклавный газобетон дает те же свойства, но при меньшей толщине стены и с меньшими мостиками холода, что в итоге обеспечивает лучшие характеристики.
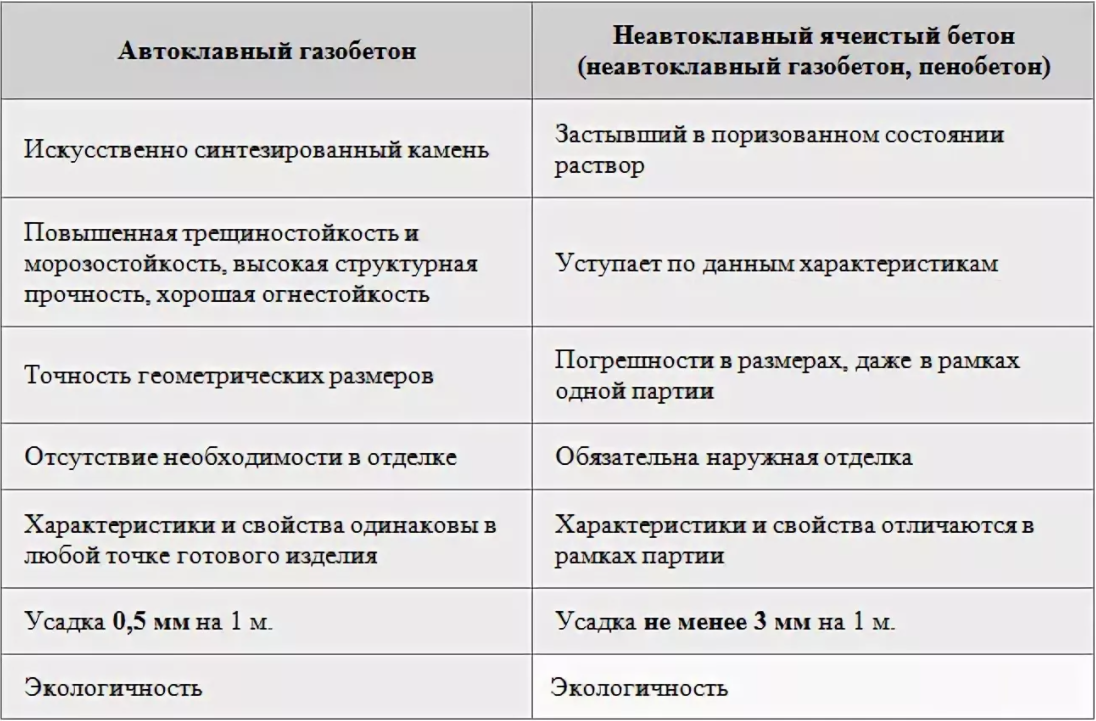
Можно сделать вывод, что автоклавный газобетон во многих сферах и показателях превосходит неавтоклавные блоки. Речь идет как о геометрии, так и о физико-механических свойствах. Автоклавные блоки создаются в условиях завода, с четким следованием нормативам и соблюдением стандартов. Строить из такого бетона легче и проще, здания получаются более прочными и качественными. Полностью безопасный и экологичный материал выдерживает любые нагрузки и гарантирует наилучшие эксплуатационные свойства строения.
Газобетон и газосиликат: какая разница между ними?
Газосиликат состоит главным образом из песка, извести, воды, алюминиевой пудры. Бетон может присутствовать в меньших количествах или отсутствовать совсем. В отличие от него газобетон в составе вяжущей смеси содержит преимущественно портландцемент с небольшим количеством песка и извести. Иногда независимо от состава смеси ячеистые формы бетона называют газобетоном.
Термином газосиликаты пользуются с 2007 года для обозначения газобетонов, подвергшихся автоклавному твердению.
Газосиликат всегда белого цвета, имеет однородную структуру, ровные края и поверхности без сколов, дефектов. Так как газосиликатные блоки подвергаются обработке в автоклаве, их прочностные характеристики намного выше.
Газобетон серого цвета, часто имеет изъяны и дефекты на поверхности, изъеденные края. Он рассчитан на меньшие нагрузки.
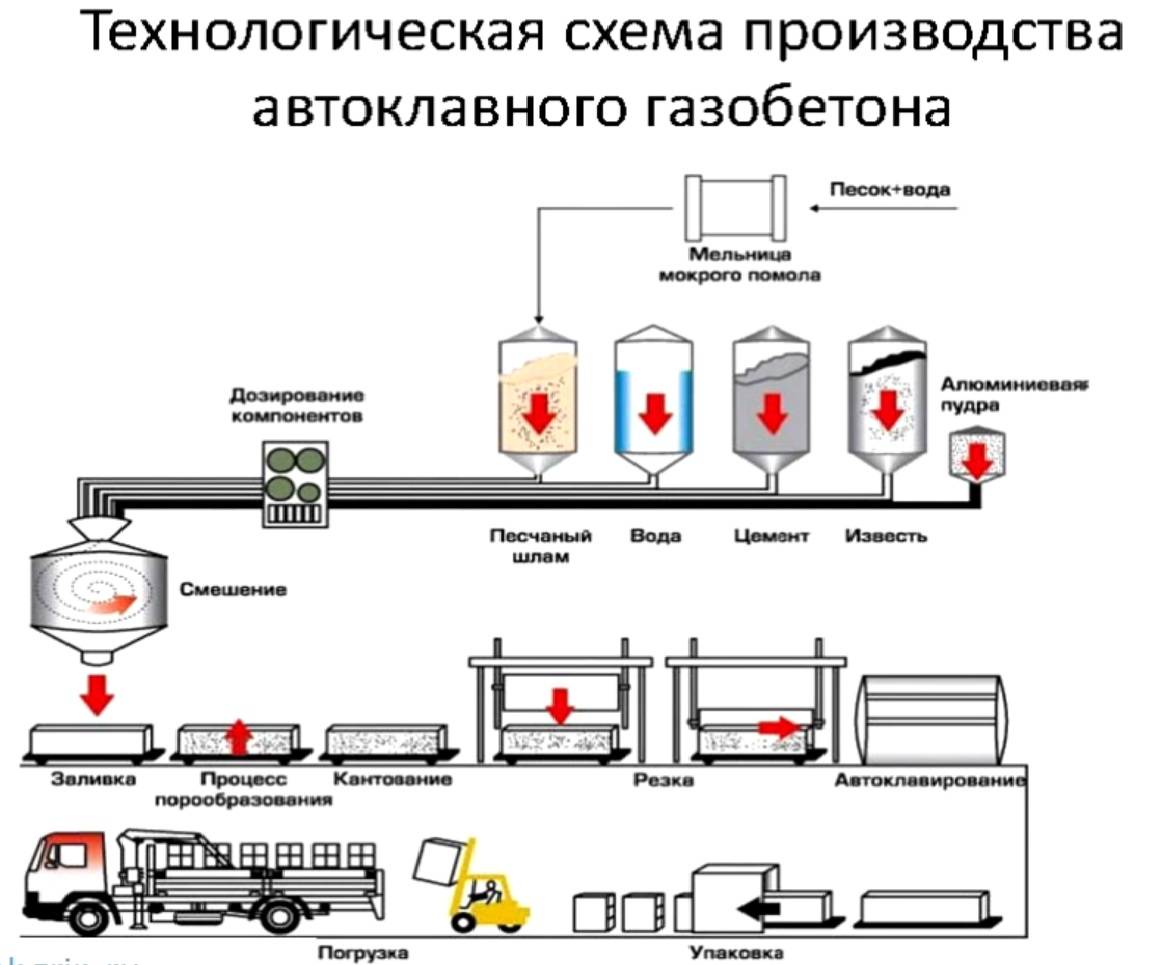
Технология производства

Первый этап технологического процесса, чтобы изготовить газоблок автоклавный, – получение исходного песчано-цементного раствора заданного состава, нужной консистенции.
Что входит в состав, компоненты
У газобетона естественной выдержки и автоклавной почти одинаковый состав.
Основные компоненты:
- цемент;
- чистый песок мелкий, размер зёрен не более 2 мм;
- вода химически чистая, средней жёсткости;
- алюминиевая паста или порошок, негашёная известь с целью запуска процесса вспенивания;
- компоненты, улучшающие свойства, ускоряющие процесс затвердевания (необязательные добавки).
Технологический процесс с использованием автоклава включает следующие этапы:
- Дозировка песка, воды. Измельчение в шаровой мельнице.
- Поэтапное добавление цемента, извести, алюминиевой пыли; перемешивание.
- В результате химической реакции выделяется газ, который необходим для получения пористой структуры материала.
- Заполнение форм полученным раствором.
- Частичное затвердевание бетона до первичной прочности.
- Разрезание на блоки необходимых размеров с помощью промышленных струн или проволочных пил.
- Автоклавное твердение – это пропаривание бетонных изделий в течение 10-12 часов.
- Досушивание на складе в течение 28-30 суток.
Дозировка и перемешивание
Чтобы получить газобетон с заданными свойствами, необходимо строго соблюдать пропорции исходных компонентов, их качество и количество. Каждый компонент взвешивается и отправляется в смеситель. Перед добавлением алюминиевой пудры, ее тщательно обрабатывают.
Автоматизированное смешивание проводится на высокой скорости 4-5 минут. Затем смеситель очищают водой и отправляют в него следующую порцию.
Блочная нарезка
Особенностью газобетона является возможность получить блоки различных размеров. Этот материал легко обрабатывается, режется с помощью простого ручного или электрического инструмента:
- специальная ручная ножовка,
- цепная электропила,
- сабельная пила,
- пила типа «Аллигатор»,
- станок для резки газобетонных блоков.
Обработка в автоклаве

Основное оборудование технологического производства – это автоклав. Представляет собой герметичный аппарат, в котором создаётся высокое давление до 12 кг/см3; блоки прогревают водяным паром до температуры около 200С. Температуру повышают постепенно, чтобы не нарушить пористую структуру. При автоклавном твердении из материала быстрее удаляются излишки влаги, поры внутри газоблока распределяются равномерно.
Промышленное производство газобетона на специальном оборудовании обеспечивает высокое качество готового продукта. Все процессы автоматически контролируются, легко налаживаются на рецептуру с заданными характеристиками, необходимую заказчику.
Технология
 Автоклавный метод – проведение термообработки состава под высоким давлением в автоклавах.
Автоклавный метод – проведение термообработки состава под высоким давлением в автоклавах.
Основным в автоклавной технологии производства является прибавление к основному раствору песка взамен цемента, а также изготовление при определенной температуре и давлении. Если применять данный способ изготовления, количество применяемого цемента уменьшается практически в два раза, улучшаются характеристики, быстрее протекают технологические процессы. При производстве такого типа обязательно происходит крепкое сцепление всех частиц между собой. А это позволяет создавать более прочный материал, который дает минимальную усадку при использовании.
Для изготовления пенобетонных блоков нужно соединить цемент с различными дополнительными компонентами. Эти добавки необходимы, в том числе и для быстрого производства, а также для образования специфической ячеистой структуры внутри материала. Этот технологический процесс оказывает влияние на массу, крепость и конечную насыщенность изделия. Раствор необходимой консистенции и однородности по специальным шлангам заливают в автоклав. Внутри аппарата поддерживаются необходимые требования для правильного производства блоков. Температура должна быть примерно около 190С. Давление – 1 МПа. Обязательно присутствие водяного пара.
Большую важность составляют дополнительные компоненты. Алюминиевая пудра после всех реакций создает крепкий материал, который препятствует усадке будущего блока
Также автоклавная выдержка изделия помогает создать более прочный материал, чем при других способах производства.
По прошествии всего технологического процесса в аппарате, необходимая крепость получается за двое-трое суток, и она гораздо выше, чем у изделия, которое подвергали естественной сушке в течении месяца. При производстве таким методом возникает специальный силикат, который нельзя получить иначе, а ведь благодаря ему понижается количество используемого цемента и уменьшается объемная масса блока. А если необходимо еще увеличить качество материала, то необходимо добавлять цемент совместно с песком в равных долях.
Немного о марках пенобетона
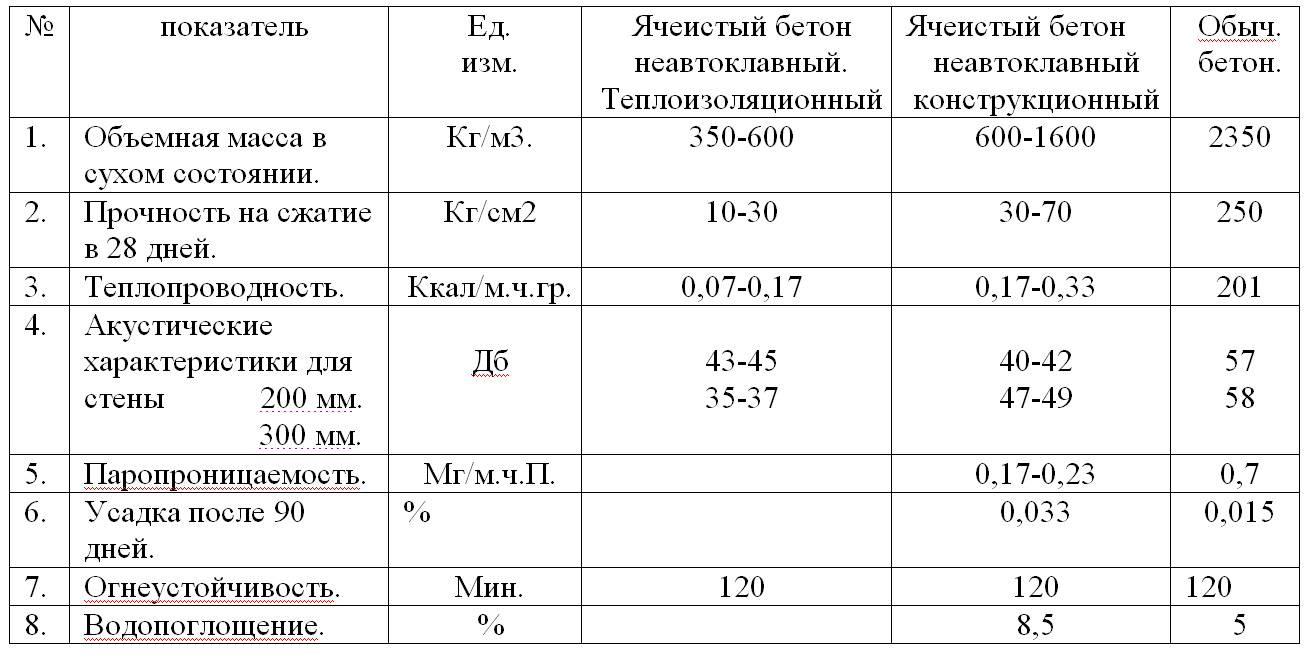
Выделяется четыре разновидности данного материала:
- Теплоизоляционный.
Теплоизолирующие свойства – главный акцент. Из-за этого иногда уменьшается прочность. Сюда входят марки, обозначаемые от D150 до D400. Марки ниже класса D400 по классу прочности не нормируются. У последней разновидности показатель равен 9 килограммам на кубический сантиметр.
- Конструкционно-теплоизоляционные.
Речь идёт о марках с D500 до D900. Минимум прочности – 13 килограмм на м3. Но у некоторых разновидностей она достигает 16, 24, 27 килограмм на м3. Максимум – 35. Такая разновидность наиболее сбалансирована по своим характеристикам.
- Конструкционный.
Группа с марками от D1000 до D1200. Минимум показателя прочности – 50 килограмм на м3. Максимум – 64 и 90. Сборный пенобетон данной разновидности применяется, если именно прочности нужно уделить больше всего внимания.
- Конструкционно-поризованный.
Все марки до D1600. Разновидность выпускается в небольших партиях, поскольку применяется на практике достаточно редко. Потому и характеристики данной разновидности не описываются действующими ГОСТами. Всё о пенобетоне невозможно рассказать за один раз.
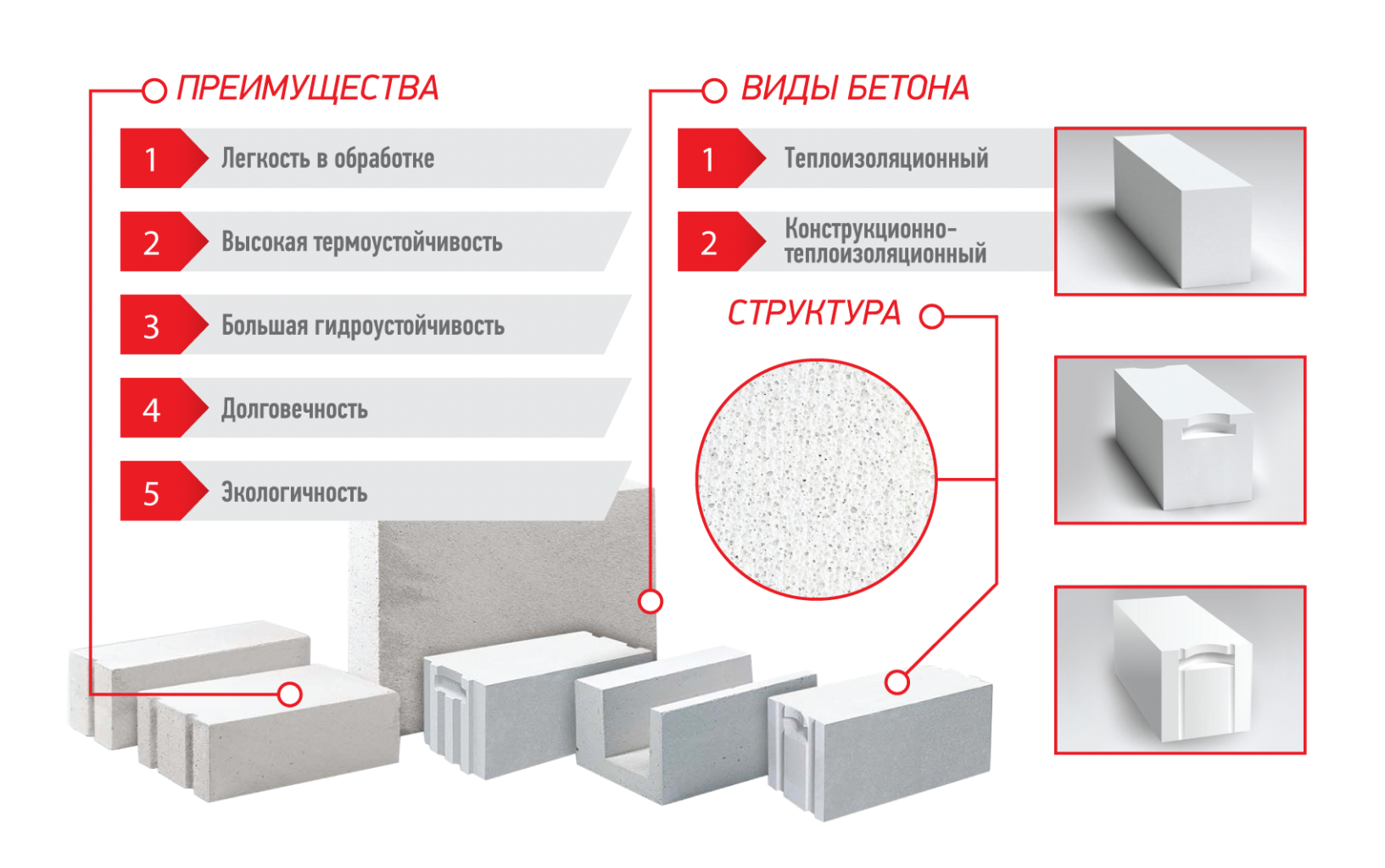
Виды газобетона
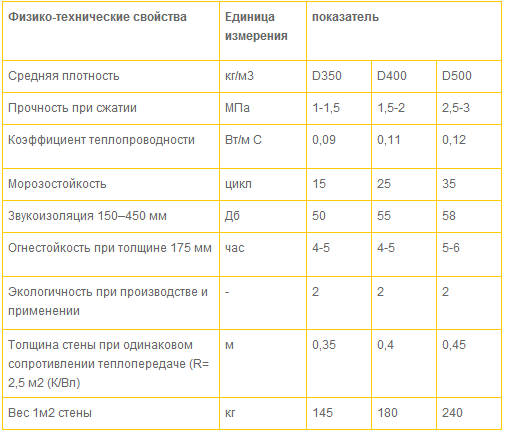
Главные показатели любого строительного материла – плотность и прочность, именно от них зависит, для каких целей используется материал. Показатели плотности в обязательном порядке указываются в маркировке строительных блоков, для этой цели используется буква «D» с цифровым показателем.
Производители выпускают газобетон маркой прочности от D300 до D1200, самый востребованный вид для строительства — D500 или D600.
По марке прочности газобетон делится на:
- Конструкционный – применяется специалистами для монтажа несущих конструкций, плотность блоков от 1000 – 1 200 кг/м3, марка от D1000 до D1200;
- Конструкционно-теплоизоляционный – применяется при строительстве одноэтажных конструкций (подсобка, гараж) и для монтажа межкомнатных перегородок. Плотность блоков составляет от 500 до 900 кг/метр в кубе, соответственно марка прочности D500 – 900;
- Теплоизоляционный – используется специалистами в виде дополнительного теплоизоляционного слоя, плотность равна 300 – 500 кг/метр в куб.
Сравним востребованные типы газобетона по ключевым параметрам:
| марка прочности | прочность/ МПа | Теплопроводность/ Вт/(М2*С) |
| D350 | 0,7 – 1,0 | 0,08 – 0,09 |
| D400 | 1,0 – 1,5 | 0,1 – 0,11 |
| D500 | 2,0 – 3,0 | 0,12 – 0,13 |
| D600 | 2,5 – 4,5 | 0,14 – 0,15 |
Кроме того, газобетонные блоки по гост 31360 2007 подразделяются на два типа в зависимости от наличия дефектов. Блоки I категории могут иметь небольшие отклонения до 2-3 мм, II категории имеют отклонения до 10 мм, сколы и трещины.
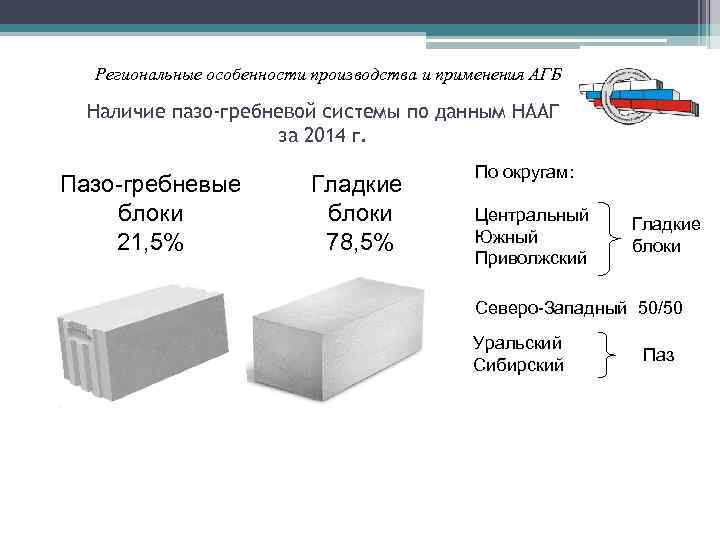
Производители, ориентируясь на нужды потребителей, выпускают газоблоки различных форм, назначения и конфигурации. Ассортимент блоков довольно обширен, здесь представлены:
- Стеновые панели из газобетона;
- Газоблоки с ровными поверхностями;
- Блоки типа «Паз-гребень»;
- Элементы с углублениями для рук;
- Перегородочные панели;
- Монолитный газобетон;
- Блоки U-образной формы;
- Полукруглые элементы и перемычки.
Стеновые блоки и панели имеют стандартные размеры, используются для возведения конструкций, которые несут большую нагрузку. Перегородочные элементы отличаются – они более легкие и узкие.
Блоки типа «паз-гребень» позволяют увеличить скорость работы, блоки складываются как конструктор, вследствие чего увеличивается прочность, снижаются затраты на укладочные растворы, а также ликвидируются мостики холода.
Специалисты при прокладке арматуры и формирования монолитных поясов используют блоки U-образной формы.
Виды газобетона
Главное отличие этого материала – множество равномерно распределенных пор круглой формы и одинакового размера. Степень пористости, как и диаметр пор, может быть разной, что обуславливает разные качества.






Назначение
По назначению газобетон разделяют таким образом:
- конструкционный – плотность от 1000 до 1200 кг/куб. м. Он отличается высокой прочностью и подходит для возведений несущих стен;
- конструкционно-теплоизоляционный – плотность 500-–900 кг/куб. м. Годится в для малоэтажного строительства, так как прочность блоков здесь ниже. Но зато теплоизоляционные качества выше;
- теплоизоляционный – плотность от 300 до 500 кг куб. м. Служит теплоизолятором при возведении двойных стен, например. Может использоваться для перегородок, но не более того.
Тип соединения
 Если твердым наполнителем в газобетоне служит кремнеземистый материал – песок, зола-унос и прочее, то в качестве вяжущего используются разные соединения. По этому признаку материал разделяют таким образом:
Если твердым наполнителем в газобетоне служит кремнеземистый материал – песок, зола-унос и прочее, то в качестве вяжущего используются разные соединения. По этому признаку материал разделяют таким образом:
- газобетон на цементном вяжущем – доля портландцемента не менее 50% (по массе), массовая дола гипса и шлака – до 15%;
- материал на известковом вяжущем – здесь массовая доля извести-кипелки достигает более 50%, доля шлака, гипса или цемента – до 15%. Таким образом производят газосиликат;
- газобетон на смешанных вяжущих – общая доля портландцемента может колебаться от 15 до 50%;
- материал на шлаковых вяжущих – массовая доля последних – 50%, также должны наличествовать известь, гипс и щелочь;
- на зольных вяжущих – применяют высокоосновную золу. Массовая доля ее – 50% и выше.
Кремнеземистый материал
Классификация по кремнеземистому материалу не столь обширна. Здесь выделяют:
- бетон на основе кварцевого песка – природные ингредиенты;
- материал на золе-уносе, продуктах обогащения руд и других промышленных отходах.
О том, что лучше, автоклавный или неавтоклавный газобетон (виды твердения), их характеристики и отзывы, плюсы и минусы — все это рассмотрено ниже.
Способ твердения
Обычный бетон, в том числе и большинство ячеистых, твердеет в естественных условиях, то есть, на воздухе в формах или в опалубке при монолитном строительстве. Газобетон также может набирать прочность в формах, а может обрабатываться дополнительно.
По способу твердения выделяют 2 вида:
- газобетон с автоклавной обработкой – набирает прочность при высоком давлении и температуре;
- неавтоклавный газобетон твердеет на воздухе.
Состав материала газобетона с автоклавной обработкой и неавтоклавной совершенно одинаковый.
О том, чем отличается автоклавный газобетон от неавтоклавного, расскажет видео ниже:
Автоклавный
Газобетон обретает такие свойства, как пористость и, соответственно, теплопроводность на первом этапе. После смешивания ингредиентов начинаются химические реакции, приводящие к выделению водорода. Последний и заполняет пузырьками воздуха весь объем продукта. При этом объем газобетона резко возрастает.
- Процесс этот протекает уже не в смесителе, а в формах, где происходит и первичный набор прочности – до распалубной.
- Разделенный на блоки массив передается в автоклав – специальное устройство, где можно формировать высокое давление и температуру. Блоки обрабатываются горячим паром – 175–190. С, и под давлением в 0,8–1,3 МПа.
- Режим создается постепенно, поскольку быстрый скачок давления может разрушить пористую структуру. Если весь процесс созревания занимает 12 часов, то из них 1,5 часа уходит на подъем давления, а 1,5–2 часа – на снижение.
В автоклаве происходят следующие реакции: гидроксид кальция реагирует с оксидом кремния с получением двухосновных гидросиликатов. Эти соединения и образуют собой прочность бетона. Поскольку происходит это за короткое время, пористость полностью сохраняется. В итоге автоклавный газобетон обладает более высокой прочностью при такой же пористости.
Неавтоклавный
Этап вспучивания здесь происходит точно так же. Затем массив – после достижения распалубной прочности, разрезают, а готовые блоки отправляют на хранение.
Использовать материал можно сразу же. Однако своей истинной прочности он наберет только спустя несколько недель, так же как и другие виды бетонных растворов. Описанная выше реакция протекает и здесь, но намного медленнее и в условиях нагрузки.
Неавтоклавный газобетон имеет меньшую прочность, чем автоклавный, и склонен к усадке – до 2–3 мм/м. Это очевидно связано с условиями твердения.
О том, что такое класс прочности газобетона, и какой марки материал лучше выбрать, расскажем ниже.
Еще больше полезной информации об отличиях и преимуществах неавтоклавных и автоклавных газобетонов содержится в видео ниже:
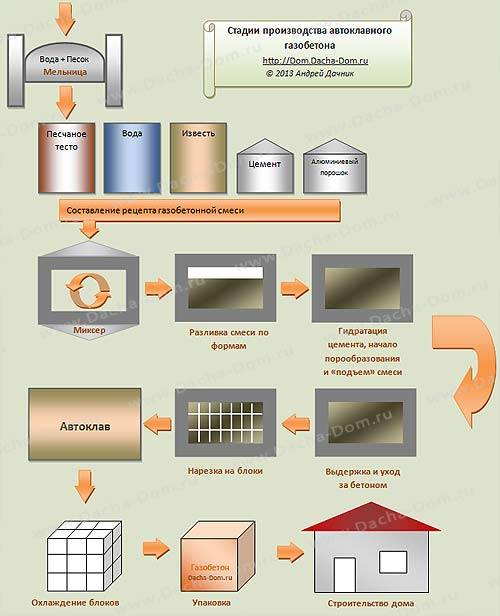
Этапы производства газобетонных блоков
Технология производства газобетона предусматривает выполнение сложных производственных операций, которые невозможно осуществить в кустарных условиях. Компания Bonolit Сonstruction Solutions LLC является крупнейшим предприятием в Европе, занимающимся изготовлением газобетонных блоков. Контролируемый на всех этапах процесс изготовления обеспечивает абсолютное соответствие продукции жестким стандартам и требованиям, предъявляемым к данному материалу.
Газобетон производится в несколько этапов:
- Песок подготавливают – просеивают, после смешивания с водой измельчают в мельнице мокрого помола.
- В большой емкости смешивают сыпучие материалы в нужных пропорциях – измельченный песок, цемент, известь.
- Последними добавляют воду и алюминиевую пудру, после чего начинается реакция с выделением пузырьков газа водорода. Смесь тщательно перемешивают и заливают в прямоугольную форму.
- В течение 4 часов газосиликат отстаивается и увеличивается в объеме, пока не заполнит полностью форму.
- После кантования происходит резка материала на блоки заданного размера. При помощи струн делают пазы, гребни.
- Автоклавирование позволяет значительно увеличить прочность и долговечность газобетонных блоков. Обработка происходит в течение 12 часов при давлении в 8 – 12 атмосфер, температуре – порядка 170 градусов и повышенной влажности.
- Готовые блоки упаковывают, отправляют на склад или напрямую заказчику.
Некоторые блоки не подвергают автоклавированию, а просто высушивают в электропечах. Такой газосиликатный блок стоит дешевле, имеет меньшую прочность, пригоден для возведения небольших одноэтажных хозяйственных построек и жилых домов.
Технология заливки
Возведение опалубки
Опалубка бывает съемная и несъемная, применяется для заливки в нее раствора из цемента, песка и извести. Материал для конструкции:
- сталь;
- алюминий;
- пенополистирол;
- дерево.
Опалубка предназначена для обеспечения размеров и форм конструкции из бетона, предусмотренных проектом. Конструкция опалубки должна быть удобной в сборке и разборке, а также обладать определенными прочностными характеристиками.
Уплотнение
- если пузырьки воздуха больше не виднеются в растворе;
- бетонный раствор больше не усаживается;
- выделяется жидкий слой на поверхности бетонной смеси.
Достоинства и недостатки материала
Газобетон, как и любой материал, имеет свои положительные и отрицательные черты. Прежде, чем начинать строительство из блоков газобетона стоит ознакомиться и с теми, и с другими, ведь от этого зависит долговечность и надежность взведенной конструкции.
Плюсы материала:
- Долговечность;
- Легкость – небольшой вес блоков позволяет снизить нагрузку на фундамент;
- Устойчивость к перепадам температур;
- Простота обработки – легко режется и сверлится подручными материалами;
- Устойчивость к огню – до 7 часов без потери качества;
- Паропроницаемость – естественная регуляция влажности и поддержание постоянной температуры;
- Отсутствие мостиков холода;
- Безопасность и экологичность;
- Устойчивость к плесени и грибку;
- Морозостойкость;
- Точная геометрическая форма;
- Звукоизоляция;
- Доступная цена;
- Многообразие форм и размеров;
- Теплоизоляция.
Минусы:
Низкие показатели влагостойкости – боится ли газобетон воды? да, газобетон сильно впитывает влагу, поэтому при строительстве важно уделить внимание на проведение гидроизоляции, а также обязательно как можно скорее провести внешнюю отделку поверхности;
- Возможность растрескивания – невысокий показатель модуля упругости газобетона на сжатие и изгиб могут привести к формированию трещин в массиве блока при усадке фундамента и его неправильном обустройстве;
- Проблема с адгезией;
- Коррозия металлических элементов – окисление металлических крепежей, арматуры и т.п. из-за воздействия извести;
- Необходимость использования для отделки газобетона паропроницаемые материалы, так как точка росы находится внутри блока;
Газобетон пользуется большой популярностью у населения и специалистов. Работать с ним просто, габариты блоков позволяют снизить затраты на расходные материалы и время на строительство.
Такие характеристики, как крепость, теплоизоляция, морозостойкость и большой срок службы возведенных конструкций, позволяют строить из газобетона жилые дома и общественные здания в любой климатической зоне.
Несколько слов об отзывах
Итак, большинство людей не жалеют о том, что отдали предпочтение газобетону, если технологии строительства не были нарушены. Материал действительно теплый, экологичный и недорогой.
Пеноблок не нарушит экологию вашего дома
Но, в то же время «панацеей» его не называют в силу описанных выше недостатков. Кроме того, нередко люди сталкиваются с появлением трещин на штукатурке напротив швов. Чаще всего они возникают из-за того, что хозяин решил сэкономить, и использовал дешевый клей, либо строители не промазали торцы блоков.
В целом отзывы подтверждают, что материал неплохой, но имеет свои нюансы, о чем я уже рассказал выше.
Оборудование для производства газобетона
Для получения надежного газосиликата необходимо современное оборудование:
- Механическое или вибросито для удаления посторонних предметов из песка и цемента.
- Шаровая мельница для измельчения и смешивания сухих сыпучих компонентов.
- Дозаторы, которые отмеряют нужное количество каждого вещества.
- Растворосмеситель равномерно перемешивает все компоненты или бетономешалка.
- Формы для застывания смеси со съемной опалубкой.
- Оборудование для контроля за размерами, количеством пузырьков газа и их распределением.
- Рамы для нарезания плит на блоки нужного размера. Шаблоны, пилы разного размера, струны.
- Автоклавы.
- Парогенератор для создания высокой влажности, паропровод.
- Автоматизированные погрузчики.
Сырье для газобетона
Состав смеси для автоклавного и неавтоклавного газобетона идентичен. Особенности обработки не влияют на этапы замеса и заливки раствора.






Какие компоненты входят в состав газобетона:
- Песок мелкофракционный (величина фракций не более 2.1 миллиметров), с минимальным содержанием глины – 20-40% от общего объема или 250-350 килограммов на кубометр. Точный вес зависит от требований к итоговому материалу – чем более плотным и прочным должен быть газобетон, тем больше нагрузка его на сжатие. Могут использоваться карьерный, морской, речной песок, доломитовая мука и молотый известняк, минеральные наполнители и т.д.
- Известь – от 1 до 5%.
- Цемент – 50-70% или 360-320 килограммов в зависимости от выбранной марки (марка может быть разной – от М40 до М500, но обычно берут М400 Д20 или М500 Д20, выбор зависит от марки газобетона, который планируется получить в итоге).
- Алюминиевая пудра – 0.04-0.09% или 500-700 граммов на кубический метр готовой смеси.
- Чистая вода – 250-300 литров на кубометр готового материала. Желательно, чтобы в момент смешивания вода была нагрета до +40-60 градусов, что активизирует процесс гидратации и быстрое созревание блоков с повышением прочности.
Обзор необходимого оборудования
Сегодня на рынке представлен большой выбор оборудования для производства автоклавного газобетона и материала неавтоклавного твердения. В Москве можно отыскать различные варианты по производительности, стоимости, качеству и т.д.
Конвейерное
Данный тип оборудования предполагает такие отличия: максимальная автоматизация производства, минимальные затраты времени и сил на создание блоков, высокая стоимость, большие объемы, наличие в комплекте всего необходимого для запуска. Конвейерное оборудование гарантирует высокий уровень рентабельности для тех, кто хочет заняться производством газобетона всерьез.
Комплект поставки стандартно включает: емкости и бункеры для сырья, ленточные конвейеры для подачи компонентов, специальный агрегат для приготовления смеси, автоклав, формы, оборудование для нарезки массы на отдельные блоки, перемещающий транспортер, тележки, дробильная установка, пульт для управления, погрузчик вилочного типа.
Стоит такое оборудование в районе 40-55 миллионов рублей, но зато линия позволяет выпускать минимум 300 тысяч кубометров блоков в год. Для размещения всего оборудования нужно позаботиться о площадке в 4 тысячи м2. Для уменьшения вложений можно поискать б/у линию.
В сутки такая линия выдает до 75-150 м3 блоков, требует обслуживания несколькими работниками (несмотря на автоматизацию, процесс масштабный и требует присмотра).
Стационарное
Такое оборудование для производства газобетона стоит намного меньше, но и производительность предполагает меньшую – около 50 м3 в сутки. Комплект установки включает транспортеры ленточного типа, дозаторы сырья, смесительный агрегат и все необходимое.
Но полностью автоматизированным такое оборудование назвать нельзя – для его работы понадобится привлечь людей. Для установки всех компонентов подойдет помещение площадью от 500 м2.
Основная особенность линии – это то, что формы подъезжают до установленного стационарно смесителя, заполняются раствором, потом проходят остальные этапы. Технология простая, обслуживается легко.
Мобильное
Такой тип установок используют в частном производстве газоблоков. Установки стоят сравнительно немного, но быстро окупаются (особенно в условиях строительства, снижая затраты на возведение своего дома в среднем на 30%). Установки мобильного типа поставляются с компрессором в комплекте, могут работать и от бытовой электрической сети.
Такое оборудование хорошо подойдет начинающим, установку можно сделать даже самостоятельно. Производственные объемы в среднем равны 2-10 м3 материала в сутки.
Неармированные и армированные изделия
Производятся армированные и неармированные стройматериалы из газобетона. Они активно используются в жилом и промышленном строительстве. В качестве армированных изделий заводы-производители рекомендуют панели перекрытия и армированные перемычки, которые можно применять для строительства многоквартирных домов. Среди преимуществ таких строительных элементов выделяется малый вес, повышенная прочность и геометрическая точность размеров.
В качестве неармированных элементов из ячеистого бетона на отечественном рынке представлены строительные блоки. При этом значительная часть такой продукции производится с использованием управляемого автоклавного процесса.





