Зачем нужны станки для гибки?
Есть листовой металл. А есть различные профили – гнутый листовой металл самой разнообразной форма и назначения типа желобов, коньков, карнизов и других кровельных профилей. Разница в стоимости листового материала и готовых гнутых деталей различается в несколько раз.
Стало быть, гнуть листы самостоятельно – дело выгодное экономически и с профессиональной точки зрения. Когда выгодно не покупать, а делать самим – довольной редкая ситуация в современном техническом мире с узкой специализацией любого производства.
Гибка профилей на станке.
Простота исполнения, высокая производительность и экономическая эффективность – отличная комбинация преимуществ, которыми обладают самодельное гибочное оборудование разных типов.
Давайте разбираться и приводить в порядок информацию по металлическим «гибочным» вопросам и способам их решения.
Арматурогиб: как сделать своими руками
› Слесарный инструмент
При возведении дома на нескольких этапах строительства требуется применение арматуры:
- При устройстве фундамента;
- При возведении перекрытий;
- При устройстве армопояса.
Арматура поставляется на строительную плщадку в виде прямых бетонных прутьев, и, чтобы проложить по периметру дома, в некоторых местах её потребуется согнуть. Неправильная гибка арматуры (с подрезами, подогревом мест сгиба) может привести к уменьшению прочностных характеристик. Для «правильного» сгибания используются специальные инструменты – арматурогибы.
Сфера применения гибочных станков для арматуры
Гибочные станки бывают с ручным и с электрическим приводом. Первые чаще применяются для упрощения работ на стройке и для решения бытовых задач:
- Для гибки арматуры непосредственно на стройплощадке при возведении зданий и сооружения на этапе армирования ЖБ-конструкций;
- Для изготовления отдельных изделий из железобетона;
- Для изготовления каркасов, рам, креплений;
- Для производства деталей машин и механизмов.
Станки с электрическим приводом применяются при массовом производстве металлических и ЖБ-изделий.
Особенности оборудования
Арматурогибы ручные встречаются в трёх разных исполнениях:
- На основе простого рычага – в этой системе чем длиннее рычаг, тем меньше сил для сгибания нужно приложить.
- Статичные, которые служат для надёжной фиксации прута. С такими станками для сгибания нужно использовать дополнительные устройства – ключи.
- На системе рычагов – благодаря системе из нескольких рычагов позволяют производить сгибание своими силами арматуры диаметром до 16 мм под любым углом.
Электрические арматурогибы работают на электрическом моторе и не требуют применения усилий оператора для выполнения операций изгиба – оператору достаточно управлять станком с помощью ножной педали. Существуют электрические станки с ЧПУ.
Принцип сгибания арматуры
Принцип работы гибочного станка основан на том, чтобы арматура прочно фиксировалась (одного или двух концов) и по нажатию оператора, усиленного рычагом или системой рычагов, сгибалась под нужным углом.
Согласно строительным нормам, угол сгиба стержня должен быть таким, чтобы в готовом ЖБ-изделии бетон не повредился и не покрошился на месте сгиба.
Не допускается изгиб стержня по надрезу или под действием повышенной температуры – это снизит прочностные характеристики прута, и, как следствие, будущей конструкции. Арматуру можно гнуть только «на холодную».
Самый простой гибочный станок состоит из двух соединенных болтом уголков. В наипростейшем, но не самом надёжном, варианте их можно даже не сваривать между собой.
Выполнение изгиба
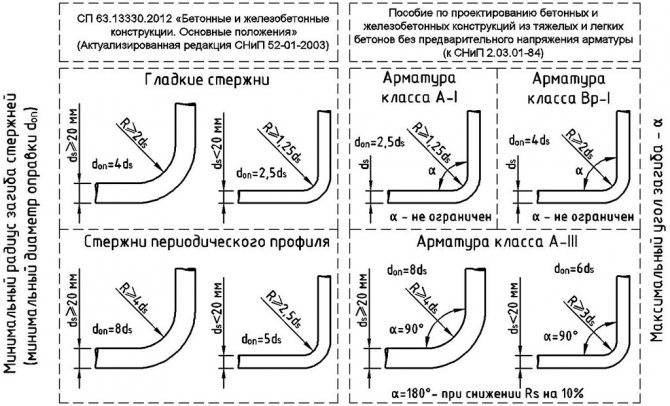
При выполнении изгиба следует соблюдать строительные нормативны для конкретного типа арматуры: например, допустимый угол загиба А-III составляет 90 градусов, при условии, что радиус загиба не меньше 6-8 диаметров стрежня. Если арматурный пруток сгибается на 180%, прочность снизится уже на 10%.
Как сделать приспособление для гибки арматуры
Небольшого диаметра стержни можно гнуть на простых приспособлениях. Для изготовления рамок, хомутов из прутов 6-8 мм можно использовать деревянную опору (кусок бревна) и три куска арматуры в качестве упоров.
Два стержня забиваются в опору по одной оси, один между ними – на расстоянии от оси, равном диаметру сгибаемой арматуры.
Тонкую арматуру можно также гнуть об уголок с нижним упором, приваренном к любой вертикальной поверхности (стене, столбу).
Последовательность действий
- Изготовить основание станка (станину). Чем больше диаметр стержней, которые планируется изгибать на инструменте, тем надёжней станок должен быть закреплён на полу.
- К станине приварить металлическую плиту с заранее приваренным осевым штырём или уголком, на который будет опираться арматурный стержень.
- Соорудить поворотную платформу. На платформе монтируются рычаг (в качестве рычага можно использовать кусок трубы) и центральный и гибочный штыри (упоры), вокруг которых будет гнуться арматура.
Расстояние между упорами выбирается исходя из максимального размера сгибаемой арматуры.
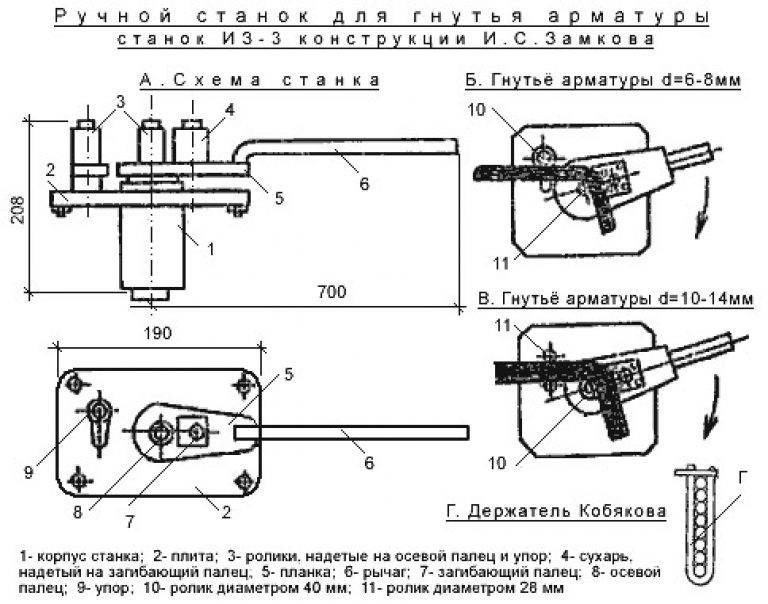
Чертежи самодельного арматурогиба, приведены на рисунке ниже:
Виды оборудования
Выпускаются два типа:
- Механические приспособления.
- Приборы с электрическим приводом.
Ручной гибочный станок и приводной аппарат предназначены для придания арматуре необходимой конфигурации для последующего использования в железобетонных работах.
Схема действия обоих видов устройств едина: деталь жестко фиксируется между центральным и упорным валом. Последний не дает заготовке провернуться или сдвинуться. Деформация на нужный угол производится при помощи третьего, гибочного ролика. Закругление осуществляется в любую сторону – по часовой стрелке и против нее.
Если ручной агрегат работает на угол не более 90°, реже – до 110°, то электрический гибочный станок для арматуры дает возможность регулировки в диапазоне от 5° до 180°, при этом потери прочностных показателей металла при предельных значениях изгиба не превышают 10%.
Гибкие материалы: Гибка арматуры на заказ в Москве, гибка арматуры по чертежам
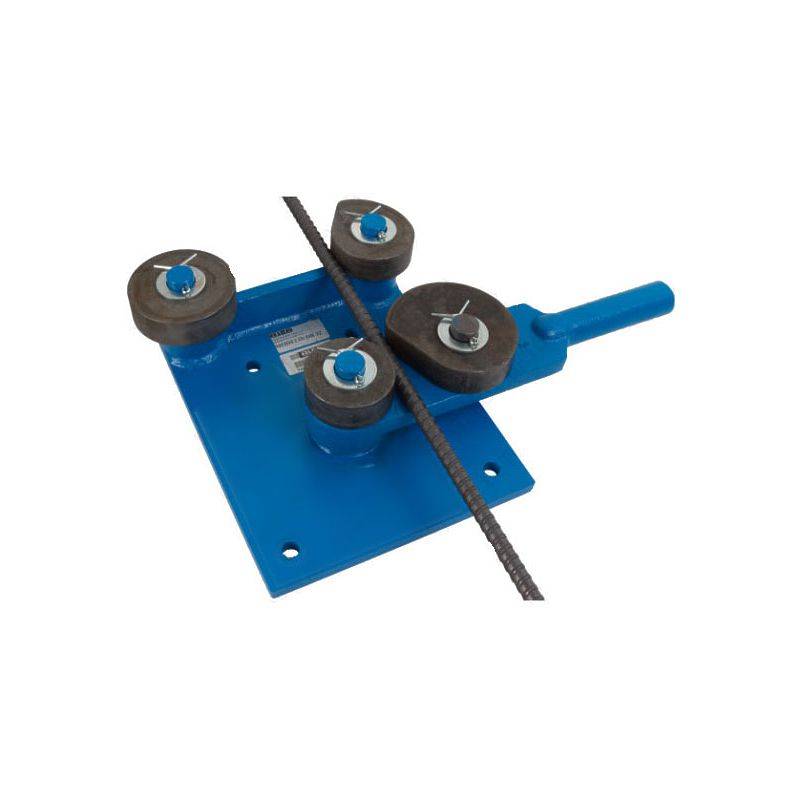
1. Простейшая конструкция. По сути это стандартный трубогиб, применяемый для арматуры небольшого диаметра – до 12 мм, реже до 20.
2. Относительно небольшой вес – в среднем около 15-25 кг.
3. Мобильность. Относится к категории переносного оборудования и устанавливается на любое ровное основание или верстак.
5. Возможность сборки самодельного станка.
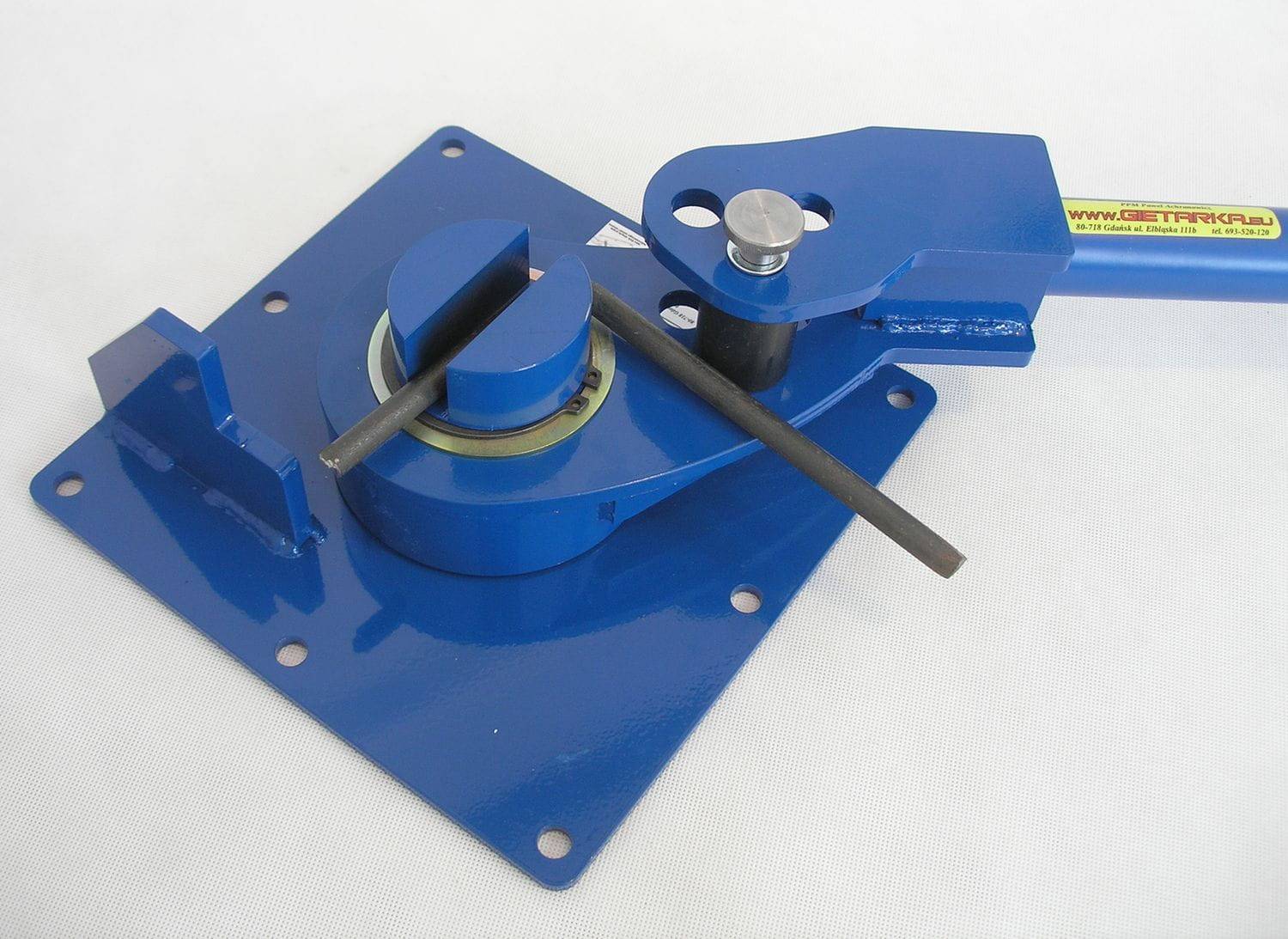
Схема ручного оборудования простейшая – рычаг и несколько валов, при небольшой сноровке несложно сделать его самостоятельно. Для этого к металлическому основанию (станина, плита) нужно приварить штырь круглого сечения или уголок, который возьмет на себя роль упора. Затем изготавливается поворотная стальная платформа, которая оснащается рычагом, центральным и гибочным валом.
Агрегат, сваренный на плиту, можно отнести к переносным вариантам. Для него обязательно надо предусмотреть методы крепления. Например, это могут быть отверстия под болты для последующего прикручивания к основанию.
1. Высокая производительность. На операцию требуется не более 10 секунд.
2. Работа с прокатом любого диаметра. Выпускаются станки для легкой арматуры сечением до 20 мм, тяжелой – 22-40, сверхтяжелой – 40-80.
3. Мощность электропривода – до 5 кВт.
4. Наличие системы автоматического управления. Участие оператора минимальное и предполагает несколько ступеней защиты. Некоторые модели снабжаются смешанным управляющим блоком, поэтому агрегат может работать как в ручном, так и в авторежиме.
5. Стационарность. Гибочный станок устанавливается на ровной, сухой, жестко фиксированной платформе, строго центрируется. Частые перемещения не приветствуются.
6. Приличный вес – достигает 400 кг.







7. Высокая цена – начинается от 85000 рублей и выше. Б/у устройства можно брать в аренду с посуточной (от 1000 рублей) или помесячной оплатой (от 25000) с обязательным внесением залоговой стоимости.
Оборудование для гибки арматуры делится на:- стационарные станки;- мобильные станки.Стационарные станки имеют гораздо большую производительность и мощность в сравнении с мобильным оборудованием. На стационарных моделях можно обрабатывать арматуру большого диаметра, которую на ручном станке не представляется возможным обработать. Мобильные виды отличаются небольшими размерами и весом, но меньшей производительностью. Являются оптимальным решением для частного строительства.
Общий вид станка для гибки арматуры СГА-1ЭБ (с Электронным Блоком)

Станок СГА-1ЭБ отличается от базового станка СГА-1 наличием электронного блока, позволяющего автоматизировать процесс гибки в условиях серийного производства деталей из арматуры.
Станок СГА-1ЭБ имеет два режимы работы – ручной и автоматический. Ручной режим удобен при одиночных или небольших количествах гибов и используется при наладке станка, при проверке датчиков. В ручном режиме можно работать при отказе датчиков, что исключает простой станка. Автоматический режим используется при многократной реализации одного или нескольких последовательных гибов.
Ручной режим работы:
Автоматический режим работы имеет два подрежима:
READ Как к ps3 подключить внешний жесткий диск для игр
На боковой панели установлен противоударный дисплей, на котором указывается «Заданное значение» угла гиба. Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.
Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.
Почему при армировании без арматурогиба не обойтись?
При закладке армирующего пояса простая укладка прямой арматуры не позволит добиться расчётных несущих способностей. Это связано с тем, что нагрузка на железобетонные конструкции не всегда распределяется равномерно, в результате чего могут возникать дополнительные внутренние напряжения, способные вызвать разрушение.

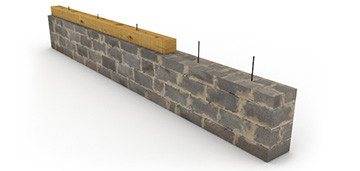
Пример армирующего каркаса из гнутой арматуры А500С и А240. Для того чтобы добиться такой формы каркаса, пруты диаметром 25 мм, гнулись с помощью трубогиба, а хомуты арматурогибом.
Металлический пруток холодной или горячей прокатки достаточно хрупкий, поэтому в некоторых случаях он не способен выдержать нагрузок на сжатие и растяжение, попросту лопаясь. Поэтому его гнуть несколько раз в одну, а затем в другую сторону не получится без снижения конечных прочностных характеристик изделия.
Вручную при помощи простых приспособлений не всегда получается применить необходимое усилие для получения нужного угла. Особенно, если требуется придание арматуре сложных форм. Изготовить специальные крепления, например, крюки или хомуты, для армирования колонны, вручную также не получится. Поэтому, в таких случаях требуется использовать арматурогиб (станок для гибки арматуры).
Как не допустить ошибок при загибании арматуры?
Для сохранения прочностных свойств, стальных прутков, важно следить за тем, чтобы при сгибании не образовывался острый угол, а радиус закругления составлял 2,5-5 их диаметров. При изгибе на 900 механические характеристики полностью сохраняются, но в случае превышения начинают снижаться
Для упрощения процедуры придания арматуре нужной формы многие решаются на прогрев паяльной лампой или создание частичного надреза. Это делать категорически запрещено, поскольку армированная конструкция не будет соответствовать строительным нормам.
Для того чтобы стальные пруты не теряли свои начальные прочностные характеристики, следует соблюдать радиус загиба арматуры.
При помощи каких устройств можно согнуть арматуру в домашних условиях
За всю историю развития технологий металлообработки и строительства человечество изобрело множество приспособлений для гибки арматуры. Все они объединены одним принципом действия, а отличие состоит в диаметре сгибаемой арматуры и конструкциях оборудования.
Любую деталь, которую подвергают изменениям, фиксируют между упорным и центральным роликом (валом) специального оборудования. Третьим гибочным роликом металл выгибают в требуемую сторону на нужный угол. Закругление можно выполнить как по часовой стрелке, так и против. Упорный вал служит препятствием для деформации. Он не позволяет сдвинуться или провернуться незадействованной части заготовки.
Выделяют два главных варианта таких устройств:
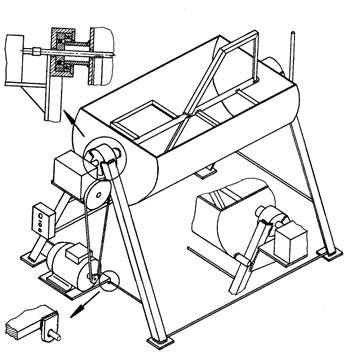
Приводные станки, помимо специальных, функционируют по одной схеме. В качестве рабочего элемента выступает диск, насаженный на вертикальный вал, который вращается в горизонтальной плоскости. На самом диске закреплены центральный и изгибающий пальцы между которыми и закладывается арматура. Упорный ролик закрепляется на стойке, при вращении диска в него упирается арматура и под действием изгибающего пальца выгибается вокруг центральной втулки.
Станки могут отличаться по производительности, мощности и в зависимости от назначения делятся на три группы:
- сверхтяжелой – диаметр прутков 40-90 мм;
- тяжелой – 20-40 мм;
- для легкой арматуры – 3-20 мм.
Такое устройство может сгибать несколько прутков одновременно. Изготавливается также оборудование для малых диаметров от 3 до 90 мм. Если понадобилось создать сложную конструкцию с разными углами сгиба, то следует использовать гидравлический станок, который может гнуть прутки намного качественнее, без образования изломов и кладок на поверхности заготовок. На подобном станке производятся изгибы под углом до 180 о .
Ручные инструменты производят разных видов, включая и переносные. Они довольно просты в эксплуатации и доступные по стоимости. Для работы с арматурой можно обзавестись как специальным станком, так и трубогибом. Это устройство монтируют на верстаках. Большая их часть предназначена для частного строительства и практически не используются для больших объёмов работ.
Подбор оборудования для гибки ориентируется на диаметр арматуры и сложность работ. Перед тем как начинать обработку металла, нужно учесть, что разные части прута подвергаются разным напряжениям, внутренняя – сжатию, а внешняя – растяжению.
Неправильный выбор станка или варианта его использования приведут к появлению деформаций (складки и изломы), что повлечет к повреждению арматуры. По этой причине требуется точное определение размеров заготовки, грамотная настройка оборудования и жесткая фиксация прутка.






Как согнуть арматуру в домашних условиях: самодельные устройства
Станки для гибки арматуры выполненные своими руками часто применяются в частном строительстве. Вариантов их изготовления множество, но практически все они похожи на заводские ручные. К металлической плите или станине приваривается упорный уголок или штырь. Затем монтируют поворотную платформу, оснащенную рычагом, гибочными и центральным штырями. Расстояние между компонентами конструкции зависит от диаметра арматуры, которую нужно будет гнуть. Ножки станины нужно прикрепить к полу, что даст возможность работать с прутьями толщиной 6-12 мм.
Выполненная на полу конструкция будет переносным вариантом. Однако для нее требуется предусмотреть способ крепежа по месту работы. Как правило, это отверстия под болты. Также можно приварить с обратной стороны плитки два или больше штырей, которые будут вставляться в отверстия основы. Однако нужно учитывать, что возможности подобного станка будут ограничены – диаметр гнутой арматуры не более 10 мм.
Как согнуть арматуру в домашних условиях своими руками
Когда специальное оборудование отсутствует, то это не означает что исчерпались все варианты, так как согнуть прут можно самостоятельно. Однако требуется помнить, что ручная гибка на порядок травмоопасней и сложней. Любое необдуманное движение или действие может привести к тому, что арматура или импровизированное оборудование спружинят или выскользнут.
Тонкие прутки до 8 мм при достаточной физической подготовке можно согнуть вручную без каких-либо приспособлений. Однако следует учитывать, что качество изгиба будет соответствующим. Подобная арматура вряд ли полностью сможет соответствовать требуемым параметрам.
Заводы-производители
- Машстройконструкция
- ПромСтройМаш
- РусИнСтрой
- Гигант (Станкокомпания)
Это интересно: Г-40 — станок для гибки арматуры
Все производственные мощности вышеперечисленных компаний располагаются на территории России. Этим обусловлена невысокая цена и быстрая скорость доставки. Тем не менее серия СГА пожалуй единственная, которая нашла применение за рубежом.
Данные производители сертифицированные имеют в распоряжении все необходимые документы и сертификаты на продажу их станки проходят процедуру контроля качества и пригодности к работе.
ВНИМАНИЕ! Если вы приобретаете б/у оборудование и продавец отказывается предоставлять сертификаты или документы, которые подтверждают факт приобретения станка на заводе, скорее всего перед вами подделка
Приспособление для гибки арматуры своими руками
ipmet.ru » Своими руками » Станок для гибки арматуры своими руками » Приспособление (ручной станок) для гибки арматуры своими руками
Принцип действия всех конструкций ручных приспособлений для гибки металла (иногда их называют ручными станками) один и тот же: используется «рычаг первого рода». Если у вас имеется:
- желание (инициированное потребностью) создать гибочное приспособление для арматуры;
- слесарные навыки;
- необходимый инструмент (в том числе слесарный верстак с тисками)
— то вы обратились по адресу. С нашей подсказкой вы сможете создать приспособление (ручной станок) для гибки арматуры своими руками. Приспособление предлагаемой конструкции может изгибать стальную арматуру диаметром ≤ Ø 15 мм.
Какой потребуется инструмент
Кроме набора слесарного инструмента, который имеется у всякого мастеровитого хозяина для выполнения «работ по дому и на даче», потребуются:
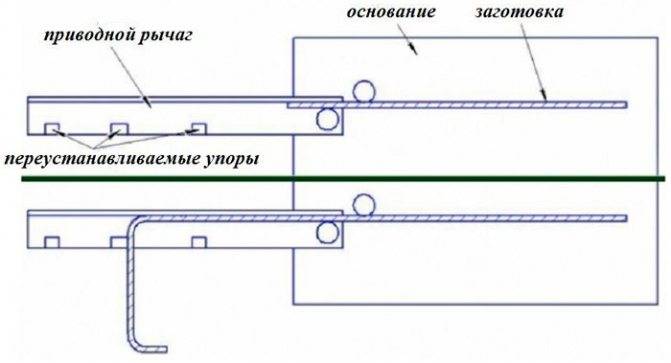
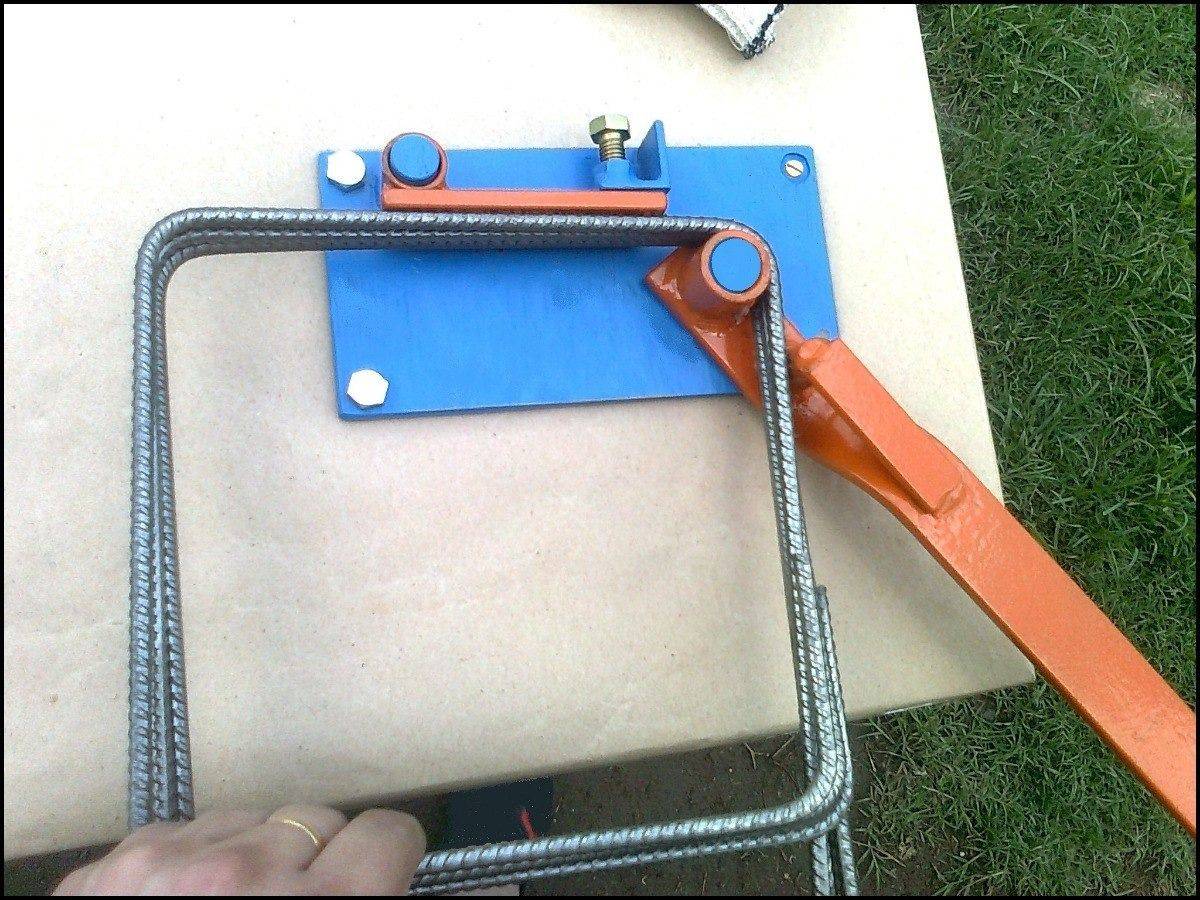
Описание гибочного приспособления
Гибочное приспособление состоит из двух частей:
- неподвижной. Она называется основание;
- подвижной. Она называется рычаг.
Обрабатываемый стержень размещается между оправками и деформируется под воздействием установленного на рычаге штифта. Величина усилия определяется длиной ручки рычага (обычно длина около 500 мм) и физическими возможностями слесаря. При необходимости, следует предусмотреть возможность удлинения ручки (например, пустотелой трубой).
Технология изготовления приспособления для гибки арматуры
Необходимо подготовить оправки 3 штуки Ø 20 мм и штифт Ø 25 мм длиной по 50 мм каждый (смотри чертежи). На штифт должен свободно одеваться рычаг. Достигается это обработкой размера Ø 25 мм на штифте при помощи абразивного станка.
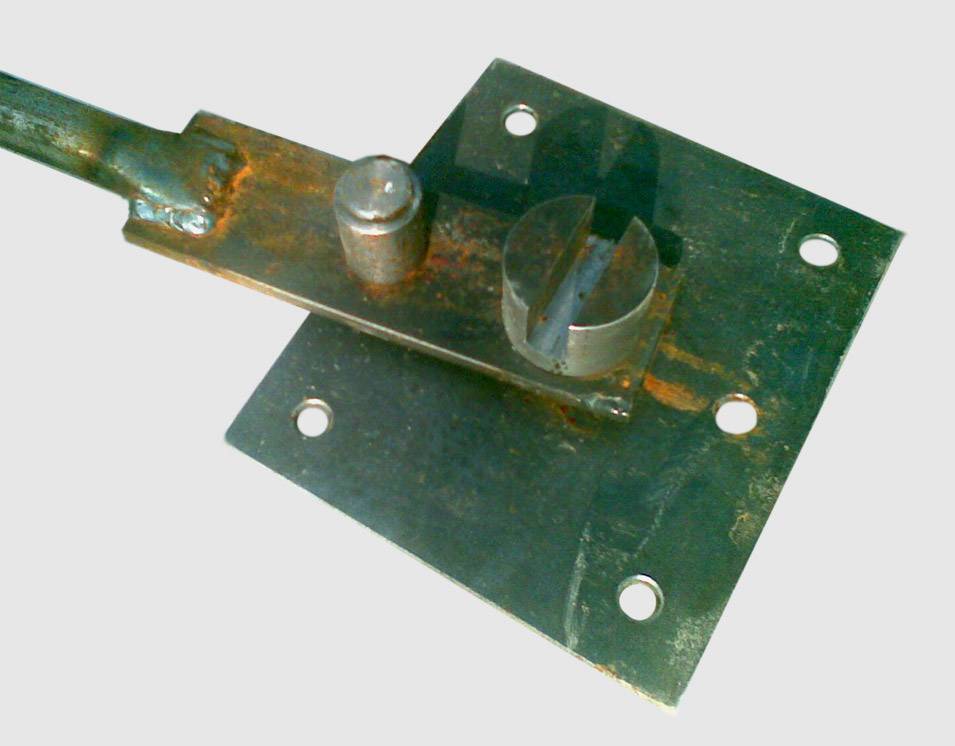
Основание
Для основания вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Основа гибочного приспособления.
Если вы являетесь счастливым обладателем прочного и крепкого верстака, то можете просверлить в основании 4 отверстия Ø 8…10 мм (на чертеже обозначено Ø 8 мм) для крепления приспособления к нему.
Если прочность верстака вызывает сомнение, то следует основание приварить к уголку 100 х 100 (мм) длиной 1000 мм и уже в уголке сверлить для крепления указанные выше отверстия.
В просверленные отверстия Ø 20 мм и Ø 25 мм вставляем оправку и штифт (как показано на чертеже) и привариваем.
Рычаг
Для рычага вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Рычаг гибочного приспособления.
https://youtube.com/watch?v=NwchcUPKG1g
Привариваем к рычагу оправку и ручку Ø 20 мм и длиной 550 мм. Для предотвращения производственного травматизма, на конец ручки можно надеть какую-нибудь защиту (например, пластиковую пробку от шампанского).
Заключение
После проведения всех работ, следует места сварки очистить карщеткой от сварочного шлака. Все острые кромки следует «завалить» при помощи мелкого напильника.
Приспособление будет эксплуатироваться на улице, а поэтому следует предусмотреть антикоррозионное покрытие – в данном случае достаточно пентафталевой краски типа «ПФ» (только не забудьте подготовить поверхность – очистить соответствующим растворителем).
В месте соединения рычага со штифтом поверхности следует смазать любой консистентной смазкой (солидол, автол, жировая смазка и т. п.). За состоянием этого узла следует следить постоянно и смазывать его (это значительно облегчит вашу работу и продлит «жизнь» приспособлению).
Правила эксплуатации
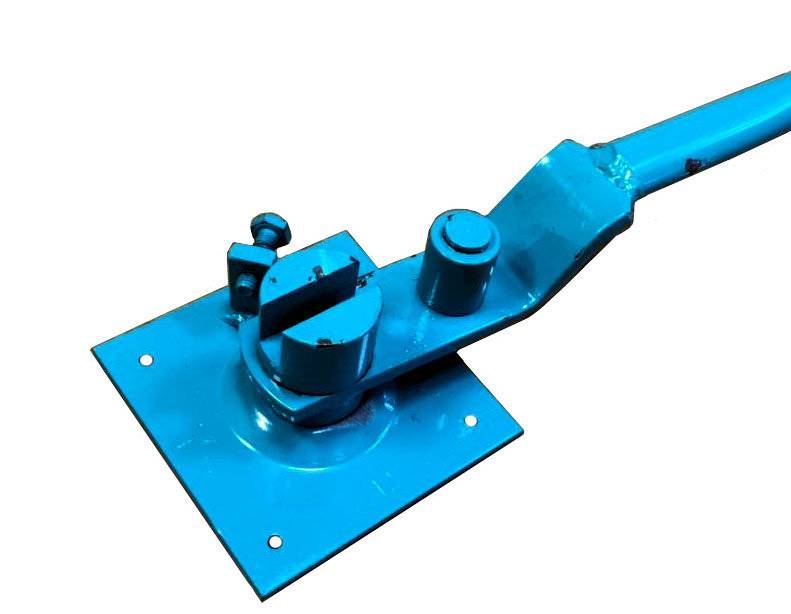
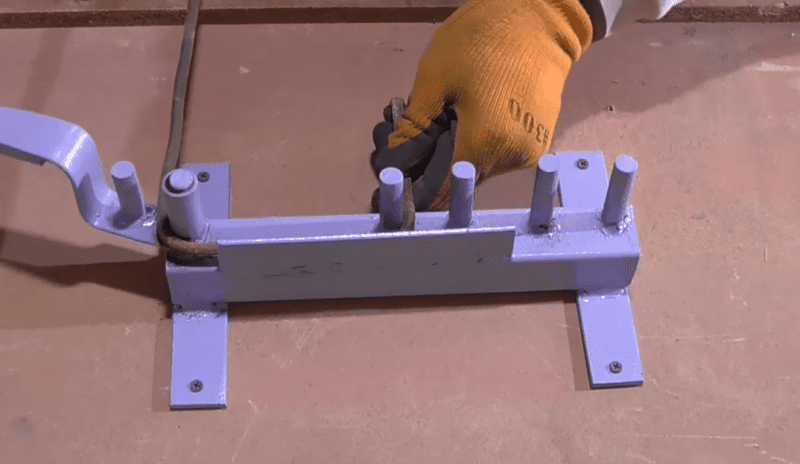
Принцип действия этого приспособления предельно прост – его легко понять, если посмотреть на фотографию. Следует соблюдать простые правила техники безопасности:
не следует обрабатывать стальную арматуру диаметр, которой ≥ Ø 15 мм;до начала работы следует проверять техническое состояние приспособления. Если ослабли крепления оправок или штифта, необходимо выполнить ремонт и только потом приступать к работе;
рабочее место должно быть освобождено от всего лишнего.
На видео показано, как это работает, станок немного другой, но суть ясна.
Выполнение этих несложных требований сбережёт ваше здоровье.
;
Сайт: https://мосмонолит.рф/;
Адрес: 117997, Москва, ул. Обручева, дом № 21;
Телефоны: +7-(495)-647-92-71, +7-(495)- 647-69-81;
Почта
Компания продаёт ручной станок для гибки арматуры диаметром до 16 мм. Стоимость: 3999,00 рублей.








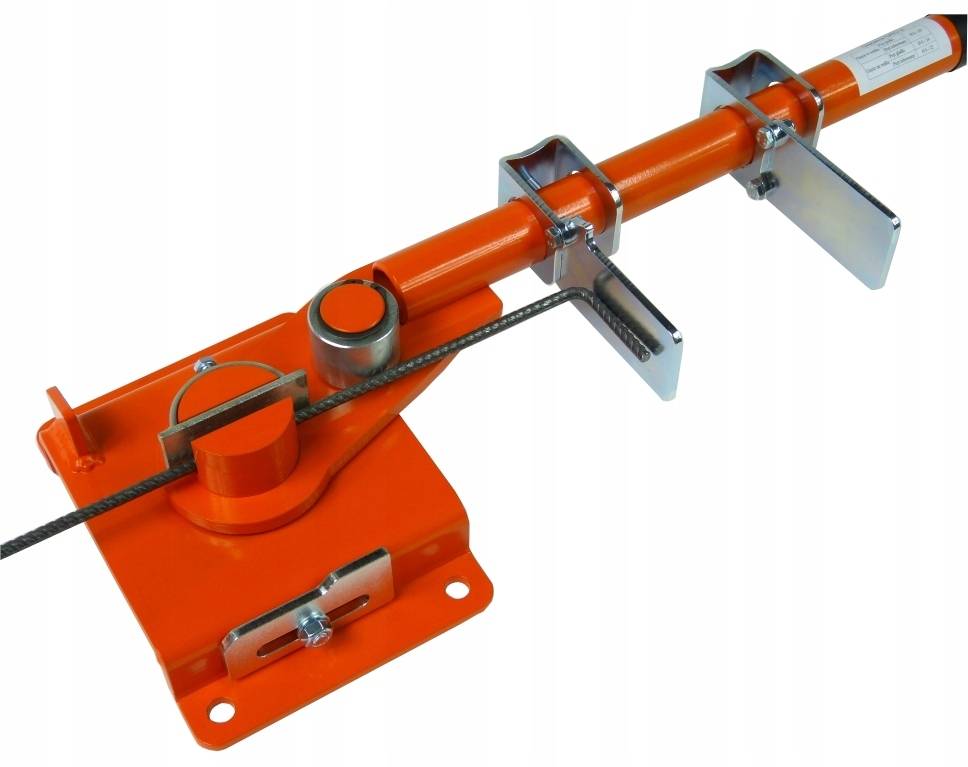
Инструкция по подключению и работе, какое масло заливается в редуктор, настройка, принцип работы, как гнуть
- Перед началом работы в червячный редуктор нужно залить масло. Вполне подойдет обычное машинное масло, хотя некоторые производители рекомендуют именно специальные составы.
- Станок нужно подсоединить к сети, после чего произвести стартовый запуск, чтобы посмотреть, правильно ли выполнено подключение. Должна загореться контрольная панель и датчики энергоснабжения.
- Затем нужно закрепить деталь между осевым валиком и сгибочными поршнями, установить режим работы — механический либо автоматический.
- По завершению работы станок сигнализирует звуком о том, что деталь можно извлечь.
ВНИМАНИЕ! Перед началом работы осмотрите заготовку, которую собираетесь изогнуть на наличие трещин или неровностей, ведь, если заготовка дефектная, то при поломке может произойти перепад давления или нарушение в работе потенциометра станка, которые приведут к дальнейшей поломке.
Простой пример:
Установка рассчитана на работу под указанным давлением и в течение определённого времени. Если заготовка ломается, давление применять больше некуда, а потенциометры станка не чувствуют сопротивление и не отдают нужные команды об остановке. Таким образом накапливаются ошибки в системе, и при следующем запуске станок будет работать неправильно. Некоторые современные машины имеют систему защиты от таких аварий, тем не менее вылет или поломка заготовки может привести к механическим повреждениям или травме оператора.
Классификация станков для гибки арматуры
Все устройства, предназначенные для гибки арматуры, делятся на две группы:
- Ручные. Загиб осуществляют с применением физической силы. Именно эта категория станков нашла широкое применение в индивидуальном строительстве, благодаря компактности, удобству использования и доступной цене.
- Электрические. К этой группе относят профессиональные устройства, предназначенные для производства больших объемов работ на комбинатах по изготовлению железобетонных конструкций и на крупных строительных объектах. Такие механизмы способны гнуть стальные прутья диаметром до 40 мм. Цена на подобные устройства колеблется в пределах 100000÷350000 рублей.
Принцип работы и конструктивные отличия ручных станков
Любой ручной станок для гибки арматуры (независимо от конструктивных особенностей) работает по одной схеме: один конец металлического прутка упирают в неподвижную часть конструкции или фиксируют на ней, второй при помощи рычага загибают вокруг вертикального ролика. Некоторые модели оборудованы дополнительными сервисными приспособлениями: фиксаторами прутка, ограничителями угла загиба, регулировкой толщины прутка.
Все станки для ручной гибки арматуры в зависимости от конструкции подразделяют на:
- Станки с простым рычагом. Изгиб прутка выполняют вокруг вертикального ролика. Пруток либо фиксируют, либо упирают в неподвижную часть. Усилие для изгиба зависит от длины рукоятки: чем она длиннее, тем меньше усилий требуется для осуществления загиба. На рынке эти модели наиболее распространены и востребованы. Известные производители: Afacan (Турция), Stalex (Россия), Alba (Испания), Мисом (Белоруссия), Kapriol (Италия).
- Станки с системой рычагов. Центральная шестерня и зубчатый сектор образуют редуктор, который позволяет уменьшить необходимое прикладываемое усилие при такой же длине ручки, как у простых станков. Этот вид станков не так широко представлен на современном рынке строительных приспособлений. Самым распространенным является гибщик арматуры с зубчатым редуктором – модель «Afacan 16D» (стоимость 8200÷8500 рублей).
Разновидности в зависимости от максимального диаметра арматурного прутка
Выбирая приспособление для гибки арматуры, основным критерием будет максимальный диаметр арматурного прутка, который можно согнуть с помощью него. Этот показатель указан производителем в документации на гибочный станок. Также эту величину указывают и в маркировке самой модели. Последняя двузначная цифра в названии соответствует максимальному диаметру прутка. Например: станок «Stalex DR-12» – цифра 12 указывает на то, что станок предназначен для работы с металлическими прутками диаметром до 12 мм; модель «Мисом СО-350-25» – цифра 25 указывает на то, что с помощью этой модели можно гнуть арматурные прутья диаметром до 25 мм. Чем больше диаметр прутка, который можно согнуть с помощью станка, тем дороже будет он стоить.
В зависимости от диаметра обрабатываемого прутка все оборудование для ручной гибки арматуры подразделяют на:
Бытовые станки, предназначенные для гибки арматурных прутьев Ø=10÷16 мм. Гибка арматуры своими руками при помощи станков этой группы наиболее широко применяют в индивидуальном малоэтажном строительстве для армирования фундаментов и других железобетонных конструкций. Цена на такие изделия варьируется в пределах 2500÷5500 рублей. Наиболее популярные модели от проверенных производителей: «Afacan 16PT» (4900÷5100 рублей), «Stalex DR-16» (5000÷5500 рублей).
Полупрофессиональные ручные станки, предназначенные для работы со стальными прутьями диаметром 20÷25 мм. Такие изделия понадобятся в случае индивидуального строительства 3÷4 этажных строений или для использования на крупных строительных объектах (при отсутствии электричества). Конструктивно этот вид станков сложнее. Обычно в комплект поставки входят сменные ролики и эксцентрики для более точной адаптации станка под конкретный диаметр прутка. Цена на эти изделия варьируется в пределах от 10000 до 35000 рублей в зависимости от производителя и комплектации. Типичные модели: «Мисом СО-350-20» (16000÷16500 рублей), «Stalex DR-25» (16500÷18000 рублей).
Все ручные устройства обладают целым рядом общих достоинств:
- Демократичной ценой (особенно на изделия для работы с прутками диаметром до 16 мм).
- Простотой и надежностью конструкции.
- Удобством в эксплуатации.
- Небольшим весом.
- Точностью и аккуратностью сгиба.
- Легкостью крепления к верстаку или рабочему столу.
- Большим выбором моделей.